Spôsob je založený na kapilárnom zdvíhaní kvapaliny (roztavené spájky) pozdĺž najtenšej medzery medzi stenami rúrok. Existujú dva typy spájkovania medených rúrok: nízko-vysokoteplotné spájkovanie. Rozdiel v spájkovaní závisí hlavne na bod topenia spájky. Pre vysokoteplotné balenia sa používajú žiaruvzdorné spájky, pre nízkoteplotné - mäkké spájky, valcované v zátokách. V súlade s tým, pre vykurovacie potrubia s vysokoteplotnými spájkovaním, acetylén a propánové horáky sa používajú, pre nízkoteplotné, niekedy dostatok ohňa z spájkovacej lampy. Vysokoteplotné spájkovanie môže byť použité pre všetky typy elektroinštalácie medených, vrátane zberateľov solárnych vykurovacích vykurovaní, kde sa potrubia môžu zahrievať na 250 ° C, nízkoteplotné spájkovanie je náročnejšie na teplotách vykurovania rúrok, napriek tomu sa úspešne používa Horúca voda a vykurovacie systémy. Neexistujú žiadne konštruktívne rozdiely v týchto typoch spájkovania, avšak vysokotlakové spájkovanie sa často používa s potrubia rúrok a nízkoteplotnými prípojkami potrubia s uvedenými v nich, hoci je to možné.
Na montáž medených potrubí sa používajú tri typy rúrok: mäkké (R220), polotuhá (R 250) a pevná látka (R290). Ako parameter tvrdosti (tuhosť) je v MPA navrhovaná pevnosť v ťahu (H / mm²). Mäkké rúrky sa predávajú valcované do zátoky, polotuhých a pevných tyčí. Základným rozdielom v týchto typoch rúrok je tlak prepravovaného média, ktorý môže odolávať potrubím. Najväčší tlak je udržiavané pevné rúry (290 N / mm²), najnižšia je mäkká (220 n / mm²). Tlak, ktorý je vytvorený v byte a dokonca aj potrubných potrubiach, bude aj naďalej odolať niektorým z týchto rúrok. A ak potrebujete vybudovať parný kotol alebo minibuste, potom nemôžete robiť bez výpočtu a vypracovania projektu, ale toto je ďalšia téma.
So fúziou spájkovaním (obr. 36) používa mäkkú, polopevnú alebo pevnú látku medené rúrky S pred-žíhaným koncom. Jeden zo koncov potrubia, výdavkov je formulár rastra, podobne ako oddelenie kanalizačných potrubí, do neho sa vloží koniec inej rúrky. Treba pripomenúť, že keď sú konce pevných rúr žíhanie, pustíte kov a potrubie na mieste pripojenia nakupuje vlastnosti mäkkej trubice. Táto okolnosť sa musí zohľadniť pri navrhovaní potrubia na tlakové kritériá.
Obr. 36. Pripojenie medených rúrok s spájkovaním Fusey
Na výrobu ukončenia sú potrebné len tie hlavy, ktoré sú určené pre tento priemer potrubia, sú potrebné na expandéri, potom sa priemer ukončenia automaticky ukáže, že je o niečo väčší ako vonkajší priemer potrubia. Zvyčajne medzera medzi vnútornými stenami ukončenia a vonkajšie steny Rúry vložená do zásuvky je približne 0,2 mm. Takáto medzera poskytuje "zasunutie" roztavenej spájky a rovnomernej distribúcie v celom vnútornom povrchu ukončenia v akejkoľvek polohe rúry. Inými slovami, spájkovanie potrubia môže byť vykonané v akejkoľvek polohe, dokonca aj zásuvkou nadol, kapilárna medzera medzi rúrkami je stále "sania" do samotného roztaveného spájka, ktorý je rovnomerne distribuovaný na mieste spájkovania. Použitie "správnej" hlavy expandéra je 80% spájkovacieho úspechu - medzera medzi rúrkami a hĺbkou zásuvky je nastavená týmto nástrojom.
Dnes výrobcovia potrubia produkujú pripravené armatúry a spojky, ktoré už boli vyrobené (obr. 37). Použitie takýchto častí robí plynovodu drahšie, ale úplne eliminuje "ľudský faktor" nezávislá výroba Razbab Espader.
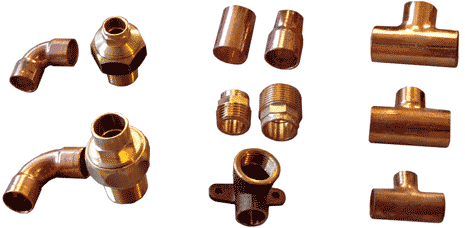 Obr. 37. Armatúry z medi a jeho zliatin pre spájkovanie Fusery
Obr. 37. Armatúry z medi a jeho zliatin pre spájkovanie Fusery Rúry na mieste spájky sú pokryté tokom (obr. 38), ktorý vykoná úlohu mazania pre spájkovanie a "DREVILLES" (čistenie kovov) pre meď. S vysokou teplotou spájka so striebornými spájkami alebo bronzom ako tok používajte boor. Pred prijatím viskózneho pokladníka sa zmieša s vodou. Flux sa aplikuje bez prebytku len na potrubnom páse, ktorý bude artikulovaný s montážou alebo zásuvkou, a nie vo vnútri montáže alebo zásuvky. Po nanesení toku sa odporúča okamžite prekročiť časti, aby ste vylúčili padajúce na mokrého povrchu cudzích častíc. Ak z nejakého dôvodu sa spájkovanie uskutoční o niečo neskôr, potom je lepšie čakať na tento okamih čakať na tento moment v kĺbovej forme. Odporúča sa otočiť potrubie v montáži alebo ukončení, alebo naopak, montáž okolo osi potrubia, aby sa ubezpečil, že tok je rovnomerne rozdelený do medzery zostavy a pocit, že potrubia dosiahla zastavenie . Potom je potrebné odstrániť zjavné zvyšky toku z vonkajšieho povrchu potrubia.

 Obr. 38. tok potrubia a spájkovanie
Obr. 38. tok potrubia a spájkovanie Na spájkovanie medených rúrok, spájkovacích tyčí s priemerom 3 mm z medi a zliatin strieborných alebo bronzov. Po ukončení, buď pri použití hotovej montáže s potrubím sa rúrky vložia do seba. Miesto pripojenia zo všetkých strán sa zahrieva podľa propánu alebo acetylénového horáka. Vykurovanie sa vykonáva, až kým sa spájkovacia tyč oplotená a stlačená k hárku nezačne tavenie. S akvizíciou skúseností je doba vykurovania potrubí určená zmenou farby potrubia - až kým sa nedosiahne "červená žiara". Závitové armatúry na ich pripojenie k iným potrubím alebo na inštalatérske zariadenia sú vyrobené z bronzu a mosadze a vyžadujú dlhšie vykurovanie pri spájkovaní. Na určenie spotreby prepravy sa jedna zmes zvyčajne používa nasledujúcim spôsobom: spájkovacie tyče sa ohýbajú vo forme písmena R, čím sa ohýbajú mierne väčšie ako priemer terminálu. Akonáhle je miesto spájkovania zahrieva na požadovanú teplotu, spájk sa lisuje proti medzery medzi bláznom a potrubím do neho zasunutej a vložte ich okolo rúrky bez zastavenia zahrievania zlúčeniny. Spájkovacie taveniny a výkriky v medzere. Musíte plakať do medzery všetok ohnutý koniec spájky, nie viac a nie menej. Zvýšená spotreba spájky vedie k tomu, že môže prúdiť cez štrbinu a ponoriť vnútorný prierez rúrok. Zníženie spotreby spájky vedie k nevhodnej zlúčenine.
Pri spájkovacích rúrkach je potrebné dodržiavať základné bezpečnostné opatrenia na prácu s otvoreným ohňom. Je potrebné pracovať v Tarpaulin palčiakov, lepšie spolu s asistentom, držte potrubia, ktoré majú byť odstránené z miesta vykurovania. Pri práci na dočasné upevnenie rúrok používajte svorky.
Po ochladení je uzol pripravený na prevádzku - toto je najviac spoľahlivé pripojenie medené rúry a celkom jednoduché. Skúsenosti spájkovania medených rúr sa rýchlo a pre tých, ktorí už vlastnú techniku \u200b\u200bzvárania plynu, je okamžite pochopiteľné. Je pravda, že je potrebné, aby zariadenie na zváranie plynu na ohrevné rúrky. Niekedy (pre spájkovacie spojenia malých priemerov) môžete použiť horúci vzduch stavebná tkaninaPomocou dýzy obmedzujúcej kužeľ horúceho vzduchu, aby sa rýchlo dosiahlo vykurovanie. Ďalším spôsobom zahrievania bez plameňov sú elektrokONTACTové zariadenia. Externe sa podobajú veľkým roztočom s vymeniteľnými medenými hlavami na zakrytie rúrok rôznych priemerov.
Na konci spájkovania uzla alebo celé potrubie je potrebné opláchnuť ho na uvoľnenie vnútorných dutín z zvyškov toku. Ako už bolo uvedené, tok pracuje nielen spájkovacím mazivom, ale aj s rezaním pre meď, to znamená, že je v podstate agresívny oxidač. A ak áno, potom nemá nič spoločné vnútri potrubí, je potrebné odtiaľ odstrániť vodu. Z vonkajšieho povrchu rúrok je tečúci tok odstránený handrou.
Spájkovacie potrubia online nie sú povolené. Ak potrebujete pripojiť podrobnosti o konektore, potom nevyrábajte potrubia, ale zváranie. V zásade sa takmer rovnaké operácie vykonávajú ako s vysokou teplotou spájkovania, okrem toho, že sa nevyžaduje použitie toku a vykurovanie rúrok a armatúr sa zvyšuje na teplotu topenia kovu.
Pre nízkoteplotné disky sa pri nich používajú armatúry s uvedenými v nich. Externe, to sú rovnaké armatúry pre spájkovanie Fusey, ale na povrchu plodiny bol oslabený pokles, v ktorom výrobcovia zaplavili spájku vo fáze výroby armatúr. Montáž môže byť zaplavila refraktérnu a svetlovú spájku, vďaka čomu sa môžu vykonať oba typy spájkovania. Najčastejšie sa však armatúry zaplavili do armatúr, takže zlúčeniny na takýchto kovanie sú klasifikované ako s nízkymi teplotami.
 Obr. 39. armatúry s uvedeným v nich
Obr. 39. armatúry s uvedeným v nich Technológia zmiešania medených rúrok na armatúr s upínacím spájkou je ešte jednoduchšie ako na bežných armatúr. Rúry a armatúry sa spracúvajú rovnakým spôsobom, ako je opísané vyššie. Potom sú trubice vložené do armatúr alebo spojok. Kovanie sa ohrievajú oheňom spájkovacej lampy alebo horúcim vzduchom sušiča, spájky, položený v armatúr, sa roztaví a rozprestiera sa pozdĺž šwblebu, spájkovacích častí (obr. 40). To je všetko technológia: uviazol, že časti stripované a spracované tokom navzájom, zahrejú uzol na spájku a dal chladenie.
 Obr. 40. Pripojenie medených rúrok s armatúrami s Tweak v nich
Obr. 40. Pripojenie medených rúrok s armatúrami s Tweak v nich Pripojenie medených rúrok na nízkoteplotné spájkovanie môže byť použité pre všetky typy vodovodov, s výnimkou potrubia s vysokými teplotami (približne 150-250 ° C), ktoré v obyčajný dom nemôže byť.
Počas sanitárnej práce, ako aj pri pokládke kanalizačných rúrok pre dom, je často potrebné pripojiť rôzne segmenty z medených rúrok. Ide o tento náročný postup, ktorý budeme hovoriť ďalej.
Pôvodne je potrebné znížiť rúry požadovaná veľkosťČo sa používa pre špeciálny nástroj uvedený na nasledujúcom obrázku.
Ako znížiť tuhé medené potrubie. Rez sa vykonáva špeciálnym nástrojom, ktorého svorka je potrebné pevne dotiahnuť, a potom sa spustí otáčanie okolo potrubia, opakujú sa, nebudú ho narezať, kým nie je rez.
Princíp rezacieho potrubia je veľmi jednoduchý. Rezačka sa umiestni na požadovaný koniec potrubia a presunie sa na miesto, kde bude umiestnený rez. Frénová svorka sa má pevne zapadnúť do potrubia, pre ktorú by sa mala skrutka (svorka) dotiahnutá. Ďalej musíte začať otáčať rezačku okolo potrubia, postupne utiahnite skrutku, a tak, zatiaľ čo potrubie nebude rezané.

Klasické použitie nástroja na rezanie medeného potrubia
Samozrejme, že hacksaw je možné použiť na rezanie medenej rúrky, ale s takou časťou, hrany potrubia budú príliš nerovnomerné, a budú musieť oddelene vyhladiť.
Potrubie je rezané, teraz môžete ísť brúsnymi hranami.
V prvom rade by sa malo vyčistiť hrany rúrok, odstránenie všetkých možných nezrovnalostí. Na tento účel sa zvyčajne používa priestor alebo polkruhový súbor.

Opatrne odstráňte všetky nezrovnalosti, ktoré zostali po rezaní z okraja potrubia. Ak to chcete urobiť, budete potrebovať nohy alebo zaoblený súbor.
Teraz si vezmeme tenkú sukňu a prejdite na brúsenie vonkajšieho povrchu okraja. Poľsky, kým nie je trblietavý. Potom sa vnútorná rovina potrubia spracováva priamo na okrajoch. Na to, spravidla si môžete kúpiť špeciálne kefy v najbližšom stavebnom obchode.

Pollut Okraje pieskového papiera medenej rúry nie sú vôbec ťažké
Nepreháňajte ho s stripovaním povrchu potrubia - ak odstránite príliš veľa materiálu, potom budú problémy s následným spájkovaním.

Okraje potrubia zvonka aj zvnútra by mali byť starostlivo vyčistené tenkou sukňou.
Ďalej potrebujeme kefu, s pomocou ktorej je tenká vrstva toku aplikovaná vo vnútri aj mimo potrubia. Vzhľadom k tomu, že tok je chemicky aktívnymi prostriedkami na leptanie, opatrne ho používajte, aby ste predišli možnému korózii potrubia.

Ak chcete použiť vrstvu toku, odporúča sa použiť kefu. Nesnažte sa to urobiť s prstami - tok je veľmi jedovatý a škodlivý nielen pre vaše prsty, ale aj pre oči.

Aplikujeme tok na medené potrubie so strapcom
Vložte potrubie do montáže čo najbližšie. Otočte túto armatúru tak, že tok je rovnomerne zriedka. Ak niektoré kvapky zostávajú mimo potrubia, odstráňte ich.

Keď sú hrany potrubia rozmazané tokom, posuňte montáž na rúru a otočte ju takým spôsobom, že je rovnomernejšie rozložená trubicou. Zvyšky toku, ktoré vystrelite, uistite sa, že odstráňte.
Začneme pracovať s horákom. Svetlo a priviesť horák ohňom na okraj trubice. Zahrejte koniec montáže a konzistentne zakrúžte svoj povrch plameňom.

Potrubie a montáž by sa mali ohrievať na horák na teplotu, s ktorou sa spustí tavenie spájky.

COPPER RIBE PREVÁDZKOVÉ SPRACOVANIE PROPANE BURNER
Keď je vtip dostatočne ohrievaný a spájk sa spustí topenia, dotknite sa na konci spájky do bodu, kde je pripojená armatúra a trubica. Prejdite cez túto križovatku s kruhovým pohybom. Po zatvorení celého okraja spájkou a budete si istí, že medzery nie sú ponechané, musíte počkať, kým sa spojenie chladí. Tiež si uvedomte, že keď je spájka prekrytý, požiar horáka sa musí dotknúť potrubia.

Koniec spájky sa musí aplikovať na montáž a nosiť pozdĺž spoja pozdĺž križovatky. Potom sa spájk topí a spadne priamo do medzery medzi potrubím a montážou. V priebehu celého procesu, zahriať montáž, aby ste udržali teplotu topenia spájky.

Použitie spájky pre zváranie medených rúr
Ako spájk je priamo do priestoru medzi potrubím a armatúrou, zostane vonku? V skutočnosti, spájka spadne do medzery v dôsledku vplyvu kapilárnych síl a môže prúdiť vertikálne aj horizontálne. Tento proces je jasne znázornený na nasledujúcom obrázku.

Mechanizmus expozície kapilárnym silám na spájke.
Ak chcete vybrať spájku, musíte byť vedený tlakom tekutiny v plniacom potrubí, ako aj teplotu topenia spájky. Podľa existujúcich noriem, v toku a spájkoch určených kanalizačné systémy, Koncentrácia olova by nemala prekročiť hodnotu 0,2%.
Mäkká medená rúrka nie je v márne, sa nazýva takýmto spôsobom - aby ste ho ohýbali celkom jednoduché s rukami. Je však dosť vysoké, riziko, že potrubie bude zakrivené nesprávne. Preto dôrazne odporúčame používať ohýbanie potrubia.
Ak je potrubie príliš terén, voda nebude schopná úplne prejsť cez inflexnú zónu, nehovoriac o vzhľade trhlín. Ak je ohyb potrebný na veľkom polomere, potom je ohybná škrupina konvenčnej inštalatérskej hadice vyrobenej z pružiny, je dokonale vhodný v úlohe potrubia. Je potrebné len to, aby tento plášť zodpovedal priemeru medenej rúrky.

V prípade potreby ohnite dlhé mäkké medené potrubie môže byť použité pružinovým plášťom bežnej hadice. Ohýbanie potrubia by malo byť starostlivo, bez použitia prílišného úsilia. Potom jednoducho spôsobom otáčania odstráňte potrubie.
Ak chcete získať potrubie, môžete ho jemne stlačiť. V rovnakej dobe, tým väčšie polomer ohýbania potrubia, čím menej pravdepodobnosť bude trúbka príliš vystrašená.

Najjednoduchšia metóda ohýbania mäkkej medenej rúrky: použila zvyčajnú oceľovú vlnitú hadicu a plastovú fľašu
Ak je potrebné ohnúť potrubie v menšom polomere, potom nie je potrebné robiť bez ručného ohýbania potrubia. Pred vložením potrubia do tohto nástroja rozbaľte rukoväte v smere 180 stupňov.
Keď je potrubie vložená, musíte zvýšiť jednu rukoväť takým spôsobom, že to urobí priamy uhol s druhou rukoväťou. Je ťažké urobiť chybu, pretože na valčeku ohýbania rúr je vhodný štítok, ktorý je potrebné kombinovať s bodom rozstupu.
Toto video ukazuje, ako správne používať potrubné ohýbanie, aby ste ohýbali medených rúr určených na kanalizačné alebo klimatizačné systémy.
Teraz len jazdite spolu perá potrubia, kým nedostanete ohýbanie, ktoré potrebujete. Pred ohnutím potrubia sa uistite, že ohýbanie potrubia úplne zodpovedá jeho priemeru.
Pákový rúrkový ohýbanie je perfektný nástroj na ohnutie medenej rúry. V rovnakej dobe, minimálny polomer ohybu závisí od toho, či je potrubie, ktorého priemer ohýba.

Klasická páková rúrka ohýbanie pre ohýbanie medi (a nielen) rúrky
Na pripojenie mäkkého medeného potrubia sa často používa spojka, v ktorej je vopred zložený koniec rúrky zatvorený. Tento typ boja má najmä množstvo výhod, najmä je úplne demontovať, ak je to potrebné, a opäť upevniť.
Typicky sa branný spoj použitý, keď nie je možné použiť propánové horák, alebo ak nie je možné vypustiť vodu zo starého potrubia. Na upevnenie spojky, stačí ho dať na potrubie, potom, čo je potrebné na príchuť koniec potrubia pomocou príslušného nástroja.

Fotografia zobrazuje valček a svorku so súborom otvorov pre kalibráciu. To všetko dohromady a existujú nástroje pre správne mracovanie medenej rúrky
Kolaps medenej rúrky je nasledovný.

Koniec rúrky by mal byť upnutý do kalibrovaného otvoru. Ďalej sa valcový nástroj pohybuje na svorke a kužeľ sa vloží do potrubia. Zrúcanina sa vykonáva otáčaním skrutky.
Rúry sa odstráni z kalibrovaného otvoru, po ktorom je spojka v blízkosti predtým krehkých hrán.

Spojka aplikovaná na pripojenie koncov z kolapsu medených rúrok.

Štandardná spojka pre medené potrubie
Ak chcete potulovať spojovacie niť, musíte použiť tesniacu pásku a potom pevne zabaliť príslušnú maticu. Teraz je spojka plne zmontovaná a môžeme ho obdivovať na nasledujúcom obrázku.

Zozbieraná spojka vyzerá takto.
Niekedy sa medené rúrky narezali na rastline s rastlinou 2-2,5 cm. To sa robí tak, že v prípade neúspešného valca môže byť koniec potrubia odrezať a urobiť rebound valčeka.
Jasný návod na valcovanie rúrok z medi s vlastnými rukami. Vy budete sa môcť uistiť, že v tomto procese nie je nič komplikované.
Na pripojenie medenej rúrky s žeriavom a ventilmi sa takýto prvok často používa ako spojka s tesnením .
V skutočnosti je to pravidelná matica s tesniacim tesnením. V rovnakej dobe, montáž, ktorá spája spojky, musí mať závit zodpovedajúce vlákno tejto matice.

V tomto kuphe, je tu špeciálne upevňovacie tesnenie, ktoré presne vstupuje do matice, ktorá má vnútorný závit, po ktorom je vložený do otvoru výstuže, ktorý je zase vonkajší závit.
Inštalácia takejto spojky je jednoduchá. Spočiatku sa na potrubie umiestni matica, potom tesniace tesnenie.

Typická spojka s tesnením pre medené potrubie
Ďalej je potrubie vložené do armatúry, malo by byť presne kolmé na montážny otvor. Toto je veľmi dôležitý momentPretože ak je potrubie inštalované v montáži, aj pod miernym uhlom, potom je prúd takmer nevyhnutný.
Teraz je tesniaci tesnenie stlačené na okraje armatúry. Zostáva dokončiť maticu na ventil a musíte oneskoriť veľa, niekde na štvrtine obratu.
Medené rúry a armatúry sú v dopyte vďaka svojej vysokej trvanlivosti a silu, ako aj rad ďalších. technické charakteristikyPoskytovanie nepretržitej práce rôznych komunikačných sietí.
Ruské a zahraničné spoločnosti v súčasnosti vyrábajú armatúry a rúry z vysoko kvalitnej medi. Takéto výrobky spĺňajú požiadavky európskych noriem (ISO 9002, BS2, DIN), vyznačujú sa zvýšenou odolnosťou voči tlaku pracovného média prúdiaceho potrubím na vysoké a nízke teploty, Externé vplyvy počas prepravy a skladovania.
Inžinierske siete z medi sa neboja slnečnému žiareniu (to ich odlišuje pre lepšie z populárnych polymérových konštrukcií teraz), nezobrazujú sa v čase hrdze, ktorá je vždy vytvorená na kovových a oceľových potrubiach. Život ich služby je najmenej sto rokov, súhlasíte, že je veľmi ťažké nájsť lepší a prakticky "večný" materiál na usporiadanie domácností a priemyselnej komunikácie.
Na vybudovanie nasledujúcich systémov:
Súkromné \u200b\u200btváre majú tendenciu používať medené potrubia, keď zriadia spoľahlivé a trvanlivé siete vodovodu v ich domovoch. Je zrejmé, že spojovacie prvky pre takéto potrubné výrobky sú najčastejšie produkované z medi. Medené armatúry sa považujú za oveľa ekonomickejšie ako kovové, pretože existuje menej materiálu na ich výrobu.
Podstatou je, že vo výrobe sú napríklad odliatiny železných častí ich steny na začiatku hustá - inžinieri opustia "zásoby" na strate kovu v dôsledku korózie. Ale spojovacie prvky z medi môžu byť urobené oveľa tenšie, pretože ich hrdza sa nedotýka a po desaťročiach prevádzky.
Dopyt z medených potrubí je spôsobený inými dôvodmi:

Okrem toho, ak voda v rúrkach zamrzne, diaľnica sa deformuje a nerozbije sa, pretože je zaznamenané, keď oceľ a iné výrobky mrazia. Zničenie štruktúr z medi je upevnené len vtedy, keď je zaťaženie na nich viac ako 200 atmosfér (takýto tlak v domácich systémoch jednoducho nemôže byť).
Moderné armatúry pre medené siete sú takéto druhy:

Tlačové armatúry pre medené rúrky sa teraz takmer nepoužívajú na pripojenie prvkov medených potrubí. Po prvé, ich inštalácia sa vykonáva pomocou špeciálnej tlače, ktorá stojí veľa. Po druhé, takéto armatúry boli pôvodne vytvorené na pripojenie plastových a kovových plastových konštrukcií. Použitie lisovacích častí pre medené rúrky dáva zmysel len vtedy, ak nie je možné vykonať vysoko kvalitné spájkovanie rúrok alebo ich namontovať inými typmi spojovacích prvkov.
V tomto článku sa podrobne zvážime iné armatúry (kompresia, závitové a tak ďalej), ale predtým, než si uvedomíme, že pri inštalácii medených produktov je vždy potrebné použiť materiály homogénnej štruktúry. V tomto prípade inžinierska sieť Bude zaručené, že bude slúžiť čo najdlhšie a bez členenia. Inými slovami, spojenie medených rúrok by sa malo vykonávať armatúrami z medi a iné materiály platia len podľa potreby.

Ak sa používajú heterogénne materiály, musíte dodržiavať nasledujúce predpisy pre inštaláciu potrubných potrubí:
Takéto spojovacie prvky sa odporúčajú, aby boli inštalované, keď dizajn inžiniersky systém Preberá jeho periodickú demontáž, opravu (výmena zlyhania dielov) a montáž. Závitové spojenie je charakterizované prítomnosťou vnútorného alebo vonkajšieho závitu na ňom, navrhnuté tak, aby vytvorilo jednu diaľnicu.
Podľa parametrov spoľahlivosti a dlhodobej prevádzky sú závitové armatúry menej praktické ako kompresia alebo kapilár. Musia byť pravidelne overené, na demontáž starej a inštalácie nových prvkov. Z tohto dôvodu sa takéto armatúry môžu inštalovať v týchto oblastiach systému, kde sa ľahko dostanete.

Možnosti závitových prvkov na usporiadanie medených potrubí:

Pri inštalácii nových sietí sa odporúča použiť krimpovacie armatúryAle modernizácia plynovodov a ich reorganizácia Je lepšie vykonávať závitové prvky.
Taký pripojenie detailovKtoré nazývané krimpovanie alebo cerlet, sú dobré náhradné armatúry namontované pomocou otvoreného ohňa. Krmiváci sa skladá z sady tesniacich podložiek a krúžkov, ako aj špeciálneho krúžku pre krimpovacie rúry. Plne utesnené pripojenie hadičkových výrobkov z rôznych materiálov je zabezpečené kľúčom na utiahnutie lisovacieho krúžku. Kompresné armatúry môžu byť vyrobené z ocele, metalplastického, mosadze alebo medi.
Časti CRIMP (COLLET) sú nevyhnutné pre vodovodné systémy, ktoré sa skladajú z rôznych rúrok. Sú tiež dopyt po výstavbe sietí z rôznych materiálov. Hoci nedávno klasický kompresné armatúry Začalo sa byť korunovaný so samoobslužnými detailmi, pretože sú výhodnejšie v ich prevádzkových schopnostiach.

Samosvorba Colet Arnings sú štruktúry, v ktorých je celý systém krúžkov inštalovaný vo vnútri. Okrem toho je jeden prsteň nevyhnutne vybavený zubmi. Pri použití špeciálnym montážnym klávesom na tejto ozubenej veci je upevnený v susednom krúžku, čo vedie k skutočne silnému pripojeniu.

Podobné krimpovacie armatúry sú demontované, rovnako ako sú nainštalované, rovnaký kľúč. Venujte pozornosť - kompresné výrobky pre medené rúrky sú vždy vyrobené z medi. Súčasne sú vhodné na usporiadanie potrubí z iných kovov a plastov.
Najobľúbenejší spôsob skutočne spoľahlivého a trvanlivého spojenia rúrkových štruktúr z medi je rozpoznaný ich spájkovaním. Táto operácia v kapilárnom efektu je založená. Uvádza, že kvapalina je schopná vyliezť na kapiláru, prekonanie vznikajúcej gravitácie v prípadoch, keď existuje určitá vzdialenosť medzi týmito dvoma povrchmi.
V praxi vám tento jav umožňuje rovnomerne rozložené na použitej časti pozdĺž celej oblasti povrchu kombinovaného povrchu. A nezáleží na tom, v ktorej priestorovej polohe je prvok potrubia. Je úplne ľahké slúžiť spájku na vrchole a nižšie.

Technológia kapilárnej techniky je nasledovná:
To možno považovať za dokončené - systém je pripravený vykonať svoje úlohy! Meď a kovové rúry sú namontované na kapilárnej technológii. Ak sa použije oceľová montáž, má sa vopred aplikovať špeciálny tok. Úloha spášajúceho materiálu sa vykonáva cínou alebo meďou je veľmi tenký drôt, ktorý je umiestnený pod nástavcou nite. V niektorých prípadoch sa používa a strieborný drôt.

Ďalší dôležitý bod. Canguage zlúčeniny sú namontované bez predchádzajúcej prípravy kombinovaných produktov. Ale spájkovanie môže byť vykonané len po opatrnom odstránení z okrajov rúrok a prachových rúrok, ako aj po odmastení povrchu.
So usporiadaním potrubí vyrobených z produktov medi sa často používa špeciálne zariadenie nazývané valcovanie prostredníctvom odnímateľných pripojení. Je tiež spoločné a jeho druhé meno - príručka. S týmto nástrojom môžete vykonať prevádzku valcovania - operáciu, ktorá umožňuje modifikovať tvar a geometrické indikátory medi a iných plastových materiálov bez straty operačných vlastností.
Základné valcovanie je obyčajný kužeľový kotúč, ktorý je umiestnený v rúre a potom sa otáča, kým ho neohýba do požadovanej formy. Je zrejmé, že takéto zariadenie je nereálne použitie pod usporiadaním moderných potrubí, pretože neposkytuje rovnomerný tlak na steny a neumožňuje vybrať si konkrétnu valcovaciu silu.

Efektívnejšie sa valí s svorkami a kužeľom, ktoré sa otočia okolo svojej vlastnej osi. Je to nástroj, ktorý sa odporúča nakupovať komunikáciu na kladenie komunikácie vo vašej domácnosti. Je lacná, ale kvalita práce zaručuje dosť vysoká. Svorka takejto klapky je vybavená buď niekoľkými otvormi vhodnými na určité priemery rúrok, alebo jedným univerzálnym typom, v ktorom môže vložiť potrubné produkty širokej škály sekcií.
Zvyčajne sa používajú profesionálny špecialistov, ktorí sa zaoberajú výstavbou potrubia, valcovanie a excentrické. Skôr ako začnete pracovať s ním, budete musieť nosiť orechy na pripojenej rúre (tieto z nich je možné vykonať požadované pripojenie). Profesionálne valcovanie deformuje kov pomocou potrubia (jeho vnútorný povrch) excentrickým zariadením s vysídleným stredom.

Ratchet určuje najväčšie úsilie, ktoré možno aplikovať na dizajn bez tvorby fenoménu riedenia steny potrubia a jeho jurisdikcie. Jasný súlad s úsilím deformácie medi je zabezpečený valcovaním excentrickým. Toto zariadenie nenecháva malé drážky a dents na vnútorný povrch rúry. Systém vám tak dlhý čas bude slúžiť, pretože je prítomnosťou týchto nedostatkov, ktoré výrazne znižuje životnosť komunikácie (drážok a dents sú tie oblasti, kde je pravdepodobnosť netesností vzhľad vysoká).
Takto, valcovanie s excentrickým a račňovacím poistkou ideálny nástroj Pre montáž medených potrubí na bezchybnej úrovni kvality. A čo je najdôležitejšie, celý proces ide rýchlo a bez nadmerných nákladov fyzických síl.
Dokonca aj so skutočnosťou, že polymérové \u200b\u200brúrky sa stále používajú čoraz viac, kovové produkty si stále vychutnávajú značný úspech. Ako kov sa spravidla používajú meď, mosadz a oceľ. Pre lepšie z hľadiska odolnosti voči korózii a vysoké teploty Sa líši meď. V skutočnosti, o pripojení medených rúrok a bude diskutovaná v tomto článku.
Aj napriek tomu, že medené rúrky sa líšia vo svojich vysokých nákladoch, vzhľadom na všetky vlastnosti materiálu, ich použitie je dosť odôvodnené.
Po prvé, pred pripojením medených rúrok je potrebné určiť, ako ich pripojiť, pri spájke alebo iným spôsobom.
Zvážte zlúčeninu medených trubíc s armatúrami s následným spájkovaním, ktorý je nízka a vysoká teplota. S prvým spôsobom sa spájkovanie uskutočňuje pri teplote 300 ° C. Druhá metóda sa používa v usporiadaní systémov s vysokým zaťažením na priemyselné účely.
Spojky vyčnievajú ako konektory pre medené potrubia, navyše potrebujú cínovo-olovo spájku a tok.

Technológia spájkovania potrubia bude nasledovná:
Stojí za zmienku, že napriek tomu, že spojenie potrubia spájkovaním je považovaná za najspoľahlivejšiu metódu vo väčšine prípadov, stále existujú situácie, keď sa zdá, že sa týmto spôsobom nepoužíva. V takýchto prípadoch sa môžete uchýliť k pripojeniu medených trubíc bez spájkovania. Vyžaduje sa špeciálne armatúry, ktoré zabezpečia spoľahlivé spojenie v dôsledku upínacieho účinku, ktorý je vytvorený počas závitového pripojenia.
V tomto prípade sa zlúčenina vyrába v takejto sekvencii:

Zvyčajne takéto armatúry sú vybavené podrobným inštrukciou, ktorá musí byť dodržaná, inak bude vykonaná práca zlá kvalita.
Stojí za zmienku, že pred pripojením medených trubíc bez spájkovania stojí za to si uvedomiť všetky riziká, pretože je dosť ťažké získať vysoko kvalitné pripojenie. Minimálne bitky pripojených častí nie sú vo všeobecnosti povolené, inak je technológia hrubo rozbitá. Aby ste závitové spojenie bolo extrémne utesnené, je žiaduce dodatočne kompaktné so špeciálnymi vláknami. Malo by sa monitorovať tak, aby sa nenašli z vnútra potrubia, pretože neskôr voda nemusí prejsť podľa systému správne.
S ľubovoľným typom pripojenia bude zoznam práce vyzerať takto:

Dokončené, nebude prebytočné, že pripojenie rúrok z medi je technologicky v procese strednej zložitosti. Ak ste tieto práce prvýkrát hrali, potom musíte byť pripravení na skutočnosť, že niektoré nuansy môžu vzniknúť. Ak chcete pochopiť proces, a dostať sa o ňu čo najviac, to nebude zbytočné získať radu od profesionálnych pracovníkov, alebo aspoň oboznámení s dostupným videom.
Spájkovacie spojenia sú spoľahlivejšie, jednoduchšie a lacnejšie. Existujú dva typy spájkovania: vysoká teplota a nízka teplota. So vysoko teplotovým spájkovaním sa používajú spájky z zliatin medi a iných neželezných kovov. Predtým, aj striebro niekedy spájkované. Ale nikdy som nesplnil vysokoteplotný spájkovač a dokonca ho sledoval len s pohľadom na to, takže nebudem tlačiť vaše mozgy.
Nízkoteplotné spájkovanie sa vykonáva spájkovačom. Vonkajší povrch rúry a vnútorný povrch montáže sa čistí. Flux sa aplikuje na vonkajší povrch rúry. Nestojím vo vnútri montáže, nestojí za to rozmazanie toku, pretože potom vložte potrubie, budete stlačiť časť toku vo vnútri armatúry, ktorá je nežiaduca. Okamžite vložte potrubie do montáže a otočte sa tam a tu tak, že tok je rovnomerne rozložený. Odporúčam vám spájkovať ihneď po príprave tak, že tok nie je sušený a nie namočiť.
Umiestnenie spojenia je vyhrievané horákom alebo špeciálnym elektrickým výkonným ohrievačom. Koniec drôtu z spájky sa aplikuje na štrbinu medzi detailmi. Drôtené taveniny a plodiny v medzere. Hovorí sa, že dôvod v kapilárnom účinku. Neviem, ale fakt zostáva faktom - v priestore medzi potrubím a montáž toku je nahradená taveninou spájky bez väčšieho úsilia.
Pri spájkovaní musíte použiť špeciálny tok na spájkovanie medených rúrok. Faktom je, že tu nie je vhodný univerzálny tok. Bol som presvedčený o tom v jeho smutných skúsenostiach. Technológia spájkovania je taká, že tok musí odolávať teplotám až do 350 stupňov (nie horí). Až potom sa roztaví s spájkou a začína spadnúť do priestoru medzi detailmi. Univerzálny tok stráca plynulosť pri teplotách pod 200 stupňov.
Spájkovanie má tiež niekoľko vážnych nedostatkov. Najprv, všetko vyzerá veľmi dobre teoreticky, v praxi si predstavte sám s plynovým horákom v miestnosti nasýtenej nestabilným na vykurovacie telesá ( nástenné panely, spojovacích materiálov rúrok, kanalizačné potrubia atď.). Snažíte sa ohrievať miesto spojenia rovnomerne zo všetkých strán, ale potrubie je pripevnené k stene, zo strany steny k nej je veľmi ťažké priniesť ho, a je potrebné ho opatrne ohrievať, ak ste strihli , potom tok spáli a nič nie je spájkované. Stále musíte držať pripojené prvky v prísne definovanej polohe navzájom, takže medzera medzi nimi bola rovnaká zo všetkých strán. V opačnom prípade nebude spájka preniknúť a neučí sa na stránke pripojenia zo všetkých strán. Ako hovoril môj mentor, ktorý ma v tomto prípade naučil, oh, prečo nie som viac Shiva?
Po druhé, Spájk obsahuje olovo a šev je v kontakte s vodou. Pre horúca voda a vykurovanie nie je kritické, ale pitná voda Prostredníctvom takejto potrubia by som neprešiel.
Po tretieNa zabezpečenie úplného odstránenia rezíduí toku nie je vždy možné. Tok spôsobuje koróziu a môže prejsť medenou rúrkou.
Preto v poslednej dobe glue medené potrubia. Používam kyanakrylálalát (supercons) (jeho možnosť s prísadami na lepenie kovov) alebo pluhy, v závislosti od nálady. Cyanakrylát drží veľmi dobre, ale chytil sa za jednu sekundu, takže si ho lepí. Poksipol drží trochu horšie, ale máte 5 minút na vzájomnom umiestnení potrubia a montáže.
Kovanie sa používajú na spájkovanie. Montáž zvnútra a potrubia vonku sa čistí brúsnym papierom. Je potrebné sa pokúsiť o potrubie a montáž tam sú malé drážky z brúsnych papierov cez potrubie. Tým sa zvýši pevnosť spojenia. Ďalšie informácie sú odmasťovacie acetón. Lepidlo sa aplikuje s tenkou vrstvou a koncom rúrky a na vnútornom povrchu armatúry, kde je vložená rúra. Potilipol Pred aplikáciou musí byť pripravený: Zmiešajte dve zložky podľa pokynu. Ale musíte použiť bit, ale rovnomernú vrstvu. Nemal by byť veľmi stláčaný z medzery. Najprv je lepšie presiaknuť na stole s rezaním potrubia. Teraz vložíme potrubie do armatúry, otočte sa tam, tu, takže rukavica je rovnomerne rozložená a čakať, kým sa lepidlo nevráti.
Spojenie sa získa prekvapivo trvanlivo a elegantne. Už niekoľko rokov som používal túto technológiu s vynikajúcim výsledkom.
Moji kolegovia sa uistite, že takéto spojenie je neuveriteľné. Ale to nie je pravda. Je skladateľná v rovnakom rozsahu ako spájkovanie. Stačí na vyprázdnenie vody, zahrejte montáž s horákom na spájkovanie. Poksipol alebo kyanakrylát sa roztaví a spojenie s malým úsilím na to zistí. Podrobnosti môžu byť ochladené, čisté zo zvyškov lepidla, odmasťovanie a lepidlo a lepidlo znova. Je tiež možné spájkovať podrobnosti s pozostatkami spájky po demontáži, ale ťažšie.
Pri demontáži, buďte veľmi opatrní. Pri zahrievaní sa rozlišujú kyanakrylátové páry, ktoré sú veľmi jedovaté. Toto je ďalší argument v prospech pokilipolu.
Mimochodom, je tu špeciálne dvojzložkové lepidlo na kov. Skúste to, musí udržať ešte lepšie.
Ak spájkovanie alebo lepené spojenie mierne netesnosti (kvapkajúce - 2 kvapky za minútu alebo menej), potom rozoberte a remake nie je potrebné. Voda vždy obsahuje zavesené nečistoty. Takáto malá diera sa rýchlo prelomí týmito malými časticami. Stream sa zastaví. Môžete nahradiť kontajner tak, aby voda nefungovala na podlahu a počkala týždeň. Prúdenie by malo zastaviť. V autonómnom vykurovacom systéme, eliminovať tok ešte jednoduchšie, o tom odkazom.
Bohužiaľ, chyby sa pravidelne vyskytujú vo výrobkoch, sú opravené, články sú doplnené, rozvíjajú sa nové.
Ako distribuovať povinnosti v pešovom výlet ....
Tipy pre organizovanie turistickej kampane, výber účastníkov optimálne s ...
Varenie polievka - pyré z štrku. Zložky, zloženie. Diéta ...
Ako variť polievku - pyré z gravilate. Osobná skúsenosť. Rada. Podrobné pokyny ...
Zakrytie steny a stropu ....
Ako orezať clapboard, aby vyzeral krásne a profesionálne. Praktická skúsenosť ...
Auchan (Auchan) je reťaz obchodov a hypermarketov. Recenzie kupujúceho, ...
Hovorte o Auchanovi. Čo by som rád kúpil, že radšej kúpim ...











