Metoda se temelji na kapilarnom podizanju tekućine (rastaljeni lemnik) duž najtanjim jaz između zidova cijevi. Postoje dvije vrste lemljenja bakrenih cijevi: nisko i visokotemperaturni lemljenje. Razlika u lemljenju uglavnom ovisi o točki taljenja lemljenja. Za visokotemperaturne pakete koriste se refraktorni brodski vojnici, za niske temperature - mekani vojnici, valjani u uvalama. U skladu s tim, za grijanje cijevi s visokim temperaturnim lemljenjem koriste se acetilen i propan plamenici, za nisku temperaturu ponekad dovoljno vatre s lampe za lemljenje. Temperaturno lemljenje može se koristiti za sve vrste bakrenih ožičenja, uključujući solarne kolektore grijanja, gdje se cijevi mogu zagrijati na 250 ° C, niskotemperaturno lemljenje je zahtjevnija na temperaturama grijanja cijevi, ipak, uspješno se koristi u Sustavi tople vode i grijanja. Međutim, ne postoje konstruktivne razlike u ovim vrstama lemljenja, međutim, lemljenje visoke temperature često se koristi s cjevovodima cijevi i niske temperature - na cijevnim priključcima s prikazanim u njima, iako je moguće.
Za montažu bakrenih cjevovoda koriste se tri vrste cijevi: meka (R220), polukruti (R 250) i krutina (R 290). Kao parametar tvrdoće (rigidnost), predlaže se vlačna čvrstoća u MPa (H / mm²). Soft cijevi se prodaju u uvale, polučvrste i čvrste šipke. Temeljna razlika u ovim vrstama cijevi je pritisak transportnog medija koji može izdržati cijevi. Najveći tlak se održava čvrste cijevi (290 n / mm²), najniža je mekana (220 n / mm²). Pritisak koji se stvara u stanu, pa čak i vikendica cjevovoda će i dalje izdržati bilo koju od ovih cijevi. A ako trebate izgraditi parni kotlovnicu ili miniBery, onda ne možete učiniti bez izračuna i izrade projekta, ali ovo je još jedna tema.
S Fusey Lemljenjem (sl. 36) koristi mekanu, polukrutinu ili krutinu bakrene cijevi S unaprijed žarenjem. Jedan od kraja cijevi, expendler daje oblik rastera, sličan odvajanju kanalizacijskih cijevi, u njega će se umetnuti kraj druge cijevi. Mora se pamtiti da kada se krajevi krutih cijevi žali, otpustite metal i cijev na mjestu priključka kupuje svojstva meke cijevi. Ta se okolnost mora uzeti u obzir pri projektiranju cjevovoda na kriterije tlaka.
Sl. 36. Priključak bakrenih cijevi s Fusey Learing
Za proizvodnju prestanka, samo su te glave koje su namijenjene ovom promjeru cijevi potrebni na ekspanduru, zatim će se promjer raskida automatski pokazati neznatno veći od vanjskog promjera cijevi. Obično jaz između unutarnjih zidova prestanka i vanjski zidovi Cijeva umetnuta u utičnicu je približno 0,2 mm. Takav jaz daje "uvlačenje" rastaljenog lemljenja i jedinstvene raspodjele tijekom cijele unutarnje površine prestanka na bilo kojem položaju cijevi. Drugim riječima, lemljenje cijevi može se obaviti u bilo kojem položaju, čak i utičnica dolje, kapilarni jaz između cijevi i dalje je "sisa" u sebe rastaljenog lemljenja, koji je ravnomjerno raspoređen na mjestu lemljenja. Upotreba "ispravnog" ekspandera je 80% uspjeha lemljenja - jaz između cijevi i dubine utičnice postavljena je ovom alatom.
Danas proizvođači cijevi proizvode gotove priključke i spojke koji su već napravljeni (sl. 37). Korištenje takvih dijelova čini cjevovodu skupljima, ali potpuno eliminira "ljudskog faktora" prisutan neovisna proizvodnja Razbab espander.
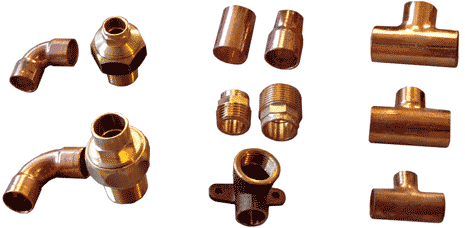 Sl. 37. Priključci od bakra i njegovih legura za lemljenje od bazera
Sl. 37. Priključci od bakra i njegovih legura za lemljenje od bazera Cijevi na mjestu lemljenja prekrivene su tokom (sl. 38), koje će izvršiti ulogu podmazivanja za lemljenje i "dreviles" (metalno čišćenje) za bakar. S visokim temperaturama lem s srebrnim vojnicima ili bronce kao fluks koristite boor. Mješoviti se s vodom prije primitka viskoznog blagajnika. Flux se primjenjuje bez viška samo na pojasu cijevi, koji će biti artikuliran s priključkom ili utičnicom, a ne unutar priključka ili utičnice. Nakon nanošenja toka, preporuča se odmah preći dijelove kako bi isključili pad na vlažnu površinu stranih čestica. Ako iz nekog razloga lemljenje će se dogoditi malo kasnije, onda je bolje čekati ovaj trenutak čekati za ovaj trenutak u artikuliranom obliku. Preporuča se okrenuti cijev u spoj ili prestanak, ili, naprotiv, priključivanje oko osi cijevi kako bi se osiguralo da je fluks ravnomjerno raspoređen u zračnom prazninu i osjetiti da je cijev dosegla zaustavljanje , Tada je potrebno ukloniti vidljive ostatke fluksa s vanjske površine cijevi.

 Sl. 38. Fluks premaza za cijevi i lemljenje
Sl. 38. Fluks premaza za cijevi i lemljenje Za lemljenje bakrenih cijevi, štapove za lemljenje promjera 3 mm od bakrenih i srebrnih legura ili bronce. Nakon završetka završetka, bilo kada koristite gotovu spoj s cijevi, cijevi se umeću u druge. Mjesto povezivanja sa svih strana zagrijava se propan ili plamenik acetilena. Grijanje se provodi sve dok se štap za lemljenje nalazi i pritisne do squabble ne počinje taliti. Uz stjecanje iskustva, vrijeme grijanja cijevi određuje se mijenjanjem boje cijevi - sve dok se ne postigne "crveni sjaj". Priključci s navojem za povezivanje na druge cjevovode ili vodovodne uređaje izrađeni su od bronce i mjedi i zahtijevaju dulje grijanje kada je lemljena. Da bi se odredila potrošnja prijevoza, jedan spoj se obično koristi na sljedeći način: štapovi za lemljenje se savijaju u obliku slova R, čineći zavoj nešto veći od promjera terminala. Čim se mjesto lemljenja zagrijava na željenu temperaturu, lemnik se pritisne na jaz između budale i cijevi umetnute u nju i vodi ih oko cijevi bez zaustavljanja spoja zagrijavanja. Lemljeni topi i plače u prazninu. Morate plakati u prazninu sve savijenog kraja lemljenja, ne više i ništa manje. Povećana potrošnja lem dovodi do činjenice da može protjecati kroz prorez i uroniti unutarnji presjek cijevi. Smanjenje potrošnje lemljenja dovodi do nepravilnog spoja.
Kada lemljenje cijevi, potrebno je uskladiti s elementarnim sigurnosnim mjerama za rad s otvorenom vatrom. Potrebno je raditi u tarpaulinskim rukavicama, bolje zajedno s asistentom, držite cijevi koje treba ukloniti s mjesta za grijanje. Kada radite sami za privremeno pričvršćivanje cijevi, koristite stezaljke.
Nakon hlađenja čvor je spreman za rad - to je najviše pouzdana veza bakrene cijevi i vrlo jednostavna. Iskustvo lemljenja bakrenih cijevi dolazi brzo, a za one koji već posjeduju tehniku \u200b\u200bplinskog zavarivanja, odmah je razumljiv. Istina, potrebno je za opremu za zavarivanje plina za zagrijavanje cijevi. Ponekad (za lemljenje veza malih promjera) možete koristiti vrući zrak na vlasti građevinska tkaninaKoristeći mlaznicu ograničavajući konus vrućeg zraka, kako bi se brzo postiglo grijanje. Druga metoda grijanja bez plamena su uređaji za elektrokontaktne. Izvana, oni nalikuju velikim novčićima s zamjenjivim bakrenim glavama za pokrivanje cijevi različitih promjera.
Na kraju lemljenja čvora ili cijelog cjevovoda potrebno je isprati da oslobodi unutarnje šupljine iz ostataka toka. Kao što je već spomenuto, tok funkcionira ne samo od strane lemljenja, već i s rezanjem za bakar, to jest, u biti je to agresivni oksidizator. I ako je tako, onda nema nikakve veze unutar cijevi, potrebno je ukloniti vodu odatle. Od vanjske površine cijevi, tekući fluks se uklanja krpom.
Lemljenje cjevovoda na internetu nije dopušteno. Ako trebate povezati detalje utičnice, nemojte proizvoditi cijevi, već zavarivanje. U načelu, gotovo iste operacije su napravljene kao s visokim temperaturnim lemljenjem, osim što nije potrebna uporaba toka, a zagrijavanje cijevi i spojnice se povećava na točku taljenja metala.
Za niskotemperaturne diskove, priključci se koriste s prikazanim u njima. Izvana, to su isti priključci za Fusey lemljenje, ali na površini usjeva su slijeganje (sl. 39) stisnuta, unutar koje su proizvođači preplavili lemljenje u fazi proizvodnje spojnica. Montaža se može poplaviti i vatrostalni i svjetlo za taljenje svjetla, zahvaljujući kojem se mogu izvoditi oba tipa lemljenja. Međutim, najčešće se priključci poplavljuju u priključcima, tako da su spojevi na takvim spojevima klasificirani kao niskotemperaturni paketi.
 Sl. 39. Priključci s prikazanim u njima
Sl. 39. Priključci s prikazanim u njima Tehnologija složenih bakrenih cijevi na spojnicama s zalihom za stezanje je još lakše nego na običnim priključcima. Cijevi i priključci se obrađuju na isti način kao što je gore opisano. Zatim su cijevi umetnute u spojke ili spojke. Priključci se zagrijavaju vatrom svjetiljke za lemljenje ili vrući zrak sušilice za izgradnju, lemljeni lemljeni u spojnice, rastopi se i širi se duž squabble, lemljeni dijelovi (sl. 40). To je sve tehnologije: zaglavi dijelovi su se skinuli i obradili fluks jedni u drugima, zagrijali čvor na lampicu za lemljenje i dali hlađenje.
 Sl. 40. Priključak bakrenih cijevi s priključcima s ugađanjem u njima
Sl. 40. Priključak bakrenih cijevi s priključcima s ugađanjem u njima Priključak bakrenih cijevi na niskom temperaturnom lemljenju može se koristiti za sve vrste kućnih cijevi ožičenje, s izuzetkom cjevovoda s visokim temperaturama (oko 150-250 ° C), koji u obična kuća ne može biti.
Tijekom sanitarni rad, kao i prilikom postavljanja kanalizacijskih cijevi za kuću, često je potrebno povezati različite segmente od bakrenih cijevi. Radi se o ovom teškom postupku koji ćemo dalje razgovarati.
Izvorno je potrebno smanjiti cijevi Željena veličinaŠto se koristi za poseban alat prikazan na sljedećoj slici.
Kako smanjiti krutu bakrenu cijev. Incizija se provodi posebnim alatom, čija se stezaljka treba čvrsto zategnuti, a zatim početi rotirati oko cijevi, ponavljajući se, neće ga izrezati dok se ne izreže.
Načelo rezne cijevi je vrlo jednostavno. Rezač se stavlja na željeni kraj cijevi i pomiče se na mjesto gdje će se nalaziti rez. Cutter stezaljka treba čvrsto uklopiti na cijev, za koju se vijak (stezaljka) treba zategnuti. Dalje, morate početi okretati rezač oko cijevi, postupno stegnuti vijak, i tako dok cijev neće biti izrezana.

Klasična uporaba alata za rezanje bakrenih cijevi
Naravno, hacksaw se može koristiti za rezanje bakrene cijevi, ali s takvim dijelom, rubovi cijevi će biti previše neravno, i morat će se zasebno izgladiti.
Cijev je izrezana, sada možete ići brusiti rubove.
Prije svega, treba očistiti rubove cijevi, uklanjajući sve moguće nepravilnosti. U tu svrhu se obično koristi odjeljak ili polukružnica.

Pažljivo uklonite sve nepravilnosti nakon rezanja iz ruba cijevi. Da biste to učinili, trebat će vam noge ili zaobljena datoteka.
Sada uzimamo tanku suknju i nastavimo na brušenje vanjske površine ruba. Polirati dok ne svijetli. Tada se unutarnja ravnina cijevi obrađuje izravno na rubovima. Za to, u pravilu, možete kupiti posebne četke u najbližoj građevinskoj trgovini.

Polut na rubovima brusni papir bakrene cijevi nije uopće teško
Nemojte pretjerivati \u200b\u200bs skidanjem površine cijevi - ako uklonite previše materijala, tada će biti problema s naknadnim lemljenjem.

Rubovi cijevi i vani i iznutra treba pažljivo očistiti tankom suknjom.
Zatim nam je potrebna četka, uz pomoć u kojem se tanki sloj fluksa nanosi unutar i izvan cijevi. Budući da je fluks kemijski aktivan način za jetkanje, pažljivo ga koristite kako biste izbjegli moguću koroziju cijevi.

Primijeniti sloj fluksa, preporučljivo je koristiti četku. Ne pokušavajte to učiniti s vašim prstima - tok je vrlo otrovan i štetan ne samo za vaše prste, nego i za oči.

Primjenjujemo tok u bakrenu cijev s tasselom
Umetnite cijev u priključak što je moguće bliže. Uključite ovaj spoj tako da je fluks ravnomjerno rijetko. Ako neke kapi ostaju izvan cijevi, uklonite ih.

Kada su rubovi cijevi zamagljeni fluks, gurnite spoj na cijevi i okrenite ga na takav način da je ravnomjerno raspoređena kroz cijev. Ostaci fluksa, koji je tekao, obavezno uklonite.
Počinjemo raditi s plamenik. Svijetli i dovedite vatru plamenika na rub cijevi. Zagrijte kraj spojenja i dosljedno zaokružite njegovu površinu s plamenom.

I cijev i montaža trebaju se zagrijati do plamenika na temperaturu s kojom će početi taljenje lemljenja.

Bakrene cijevi operacija obrade propan plamenik
Kada je šala dovoljno zagrijavana i lemnik će početi topljenje, dodirnite kraj lemljenja do točke u kojoj je spojena i cijev. Prođite kroz ovaj spoj kružnim pokretima. Nakon što je cijeli rub zatvoren od strane lemljenja, vi ćete biti sigurni da praznine nisu ostavljene, morate čekati dok se spoj hladi. Također imajte na umu da kada je lemlje postavljen, vatra plamenika mora dotaknuti cijev.

Kraj lemljenja mora se primijeniti na priključak i nositi zglob duž spoja. Tada se lemni topi i padne izravno u jaz između cijevi i spojenja. Tijekom cijelog procesa, zagrijati spoj, kako bi se održala točka taljenja lemljenja.

Pomoću lemljenja za zavarivanje bakrenim cijevima
Kako lemljenje pada izravno u prostor između cijevi i spoje, ne ostaje vani? Zapravo, lem će pasti u jaz zbog utjecaja kapilarnih sila, a može teći okomito i horizontalno. Ovaj proces je jasno ilustriran na sljedećoj slici.

Mehanizam izloženosti kapilarnim silama na lemnju.
Da biste odabrali lemljenje, morate biti vođeni pritiskom tekućine u cjevovodnom popločanom, kao i točku taljenja lemljenja. Prema postojećim standardima, u fluksima i vojnicima namijenjenim kanalizacijski sustavi, Olovna koncentracija ne smije prelaziti vrijednost od 0,2%.
Mekana bakrena cijev nije uzalud naziva se na ovaj način - da ga savija vrlo jednostavno s rukama. Međutim, vrlo je visok rizik da će se cijev pogrešno zakriviti. Stoga preporučujemo korištenje savijanja cijevi.
Ako je cijev previše tla, voda neće moći u potpunosti proći kroz zonu za infleksiju, da ne spominjem izgled pukotina. Ako je zavoj dovoljno potreban veliki radijus, onda je fleksibilna ljuska konvencionalnog vodovodnog crijeva, izrađena od proljeća, savršeno je prikladna u ulozi cijevi. Potrebno je samo da ova ljuska odgovara promjeru bakrene cijevi.

Ako je potrebno, savijte dugu meku bakrenu cijev može se koristiti proljetna ljuska konvencionalnog crijeva. Savijanje cijevi treba biti pažljivo, bez primjene previše napora. Onda jednostavno po metodi rotacije uklonite cijev.
Da biste dobili cijev, možete ga lagano pritisnuti na njemu. U isto vrijeme, veći radijus savijanja cijevi, manje je vjerojatno da će truba biti previše uplašena.

Najjednostavniji način savijanja meke bakrene cijevi: koristio je uobičajenu čeličnu valoviti crijevo i plastičnu bocu
Ako je potrebno saviti cijev unutar manjeg radijusa, onda nije potrebno učiniti bez ručnog savijanja cijevi. Prije umetanja cijevi u ovom alatu proširite ručke u smjeru 180 stupnjeva.
Kada je cijev umetnuta, morate podići jednu ručku na takav način da će napraviti ravno kut s drugom ručkom. Teško je ovdje napraviti pogrešku, jer na valjku savijanja cijevi postoji odgovarajuća oznaka koja se mora kombinirati s točkom.
Ovaj videozapis demonstrira kako pravilno koristiti cjevasti spremnik kako bi se savijali bakrene cijevi namijenjene za kanalizaciju ili klimatizacijske sustave.
Sada samo voziti olovke savijanja cijevi dok ne dobijete savijanje koje trebate. Prije nego što savijte cijev, pobrinite se da savijanja cijevi u potpunosti odgovara njegovom promjeru.
Savijanje cijevi ručice je savršen alat za savijanje bakrene cijevi. U isto vrijeme, minimalni radijus zavijanja ovisi o tome je li cijev od kojih se promjer savija.

Classic poluga cijevi za savijanje bakra (i ne samo) cijevi
Da biste povezali meku bakrenu cijev, spojnica se često koristi u kojoj je zatvoren pre-srušio kraj cijevi. Ova vrsta močvara ima mnogo prednosti, posebno, potpuno je lako demontirati, ako je potrebno, i opet pričvrstite.
Tipično, spoj za bog se koristi kada je nemoguće koristiti propan plamenik ili ako je nemoguće ispustiti vodu iz stare cijevi. Da biste pričvrstili spojke, dovoljno je staviti na cijev, nakon čega je potrebno okusi kraj cijevi pomoću odgovarajućeg alata.

Fotografija prikazuje valjak i stezaljku sa skupom rupa za kalibraciju. Sve to zajedno i postoje alati za ispravno lepršanje bakrene cijevi
Kolaps bakrene cijevi je kako slijedi.

Kraj cijevi treba biti pričvršćen u kalibriranoj rupi. Zatim se kotrljanje alat pomiče na stezaljku, a konus se umeće u cijev. Ruševina se provodi okretanjem vijka.
Cijev se uklanja iz kalibrirane rupe, nakon čega je spojnica blizu prethodno krhkih rubova.

Spojnica je primijenjena za povezivanje krajeva kolapsa bakrenih cijevi.

Standardna spajanje za bakrenu cijev
Da biste lutali niti spojke, morate koristiti brtvenu traku, a zatim čvrsto omotajte odgovarajuću maticu. Sada je spojnica potpuno sastavljena i možemo ga diviti na sljedećoj slici.

Prikupljena spojka izgleda ovako.
Ponekad bakrene cijevi su izrezane u biljci s postrojenjem od 2-2,5 cm. To je učinjeno tako da se u slučaju neuspješnog valjka, kraj cijevi može odrezati i napraviti valjak odskočiti.
Jasan tutorial na valjanju cijevi od bakra s vlastitim rukama. Vi ćete biti u mogućnosti da biste bili sigurni da ne postoji ništa komplicirano u ovom procesu.
Da biste spojili bakrenu cijev s dizalicama i ventilima, takav se element često koristi kao spajanje s brtvom .
Zapravo, to je redovita matica s brtvljenjem brtve. U isto vrijeme, spoj koji spaja spojnica mora imati nit koji odgovara niti ove matice.

U ovom couphe, postoji posebna brtva fiksiranja koja točno ulazi u maticu s unutarnjom nit, nakon čega je umetnut u rupu pojačanja, koja, zauzvrat ima vanjsku nit.
Instalirajte takve spojke je jednostavno. U početku se matica stavlja na cijev, a zatim brtvenu brtvu.

Tipično spajanje s brtvom za bakrenu cijev
Nadalje, cijev je umetnuta u priključak, to bi trebalo biti točno okomita na spojnu rupu. Ovo je vrlo važan trenutakBudući da je cijev ugrađen u priključak, čak i pod blagim kutom, onda je protok gotovo neizbježan.
Sada brtva brtva se pritisne na rubove spojenja. Ostaje dovršiti maticu na ventilu, a ne morate odgoditi mnogo, negdje u četvrt prometa.
Bakrene cijevi i priključci su u potražnji zbog njihove visoke trajnosti i snage, kao i brojnih drugih. tehničke karakteristikepružanje neprekidnog rada različitih komunikacijskih mreža.
Ruske i inozemne tvrtke trenutno proizvode spojnice i cijevi od visokokvalitetnog bakra. Takvi proizvodi ispunjavaju zahtjeve europskih standarda (ISO 9002, BS2, DIN), odlikuju se povećanim otporom na tlak radnih medija koji teče kroz cjevovode, do visoke i niske temperature, na vanjske utjecaje tijekom prijevoza i skladištenja.
Inženjerske mreže iz bakra se ne boje sunčeve svjetlosti (to ih razlikuje za bolje od popularnih polimernih dizajna), oni se ne pojavljuju tijekom hrđe, koji se uvijek formira na metalnim i čeličnim cjevovodima. Život njihove službe je najmanje stotinu godina, slažete se, vrlo je teško naći bolje i praktično "vječno" materijal za dogovor kućanstava i industrijskih komunikacija.
Koristi se za izgradnju sljedećih sustava:
Privatna lica imaju tendenciju da koriste bakrene cijevi kada uspostavljaju pouzdane i izdržljive vodoopskrbne mreže u svojim domovima. Jasno je da se spojni elementi za takve cijevne proizvode najčešće proizvode iz bakra. Bakreni spojnice smatraju se mnogo ekonomičnijim od metalik, jer je manje materijala za njihovu proizvodnju.
Suština je da su u proizvodnji, na primjer, dijelovi od lijevanog željeza na početku debeli - inženjeri napuštaju "dionice" na gubitku metala kao rezultat korozije. No, spojni elementi iz bakra može biti mnogo tanji, jer njihova hrđa ne dodiruje i nakon desetljeća rada.
Potražnja bakrenih cjevovoda uzrokovan je drugim razlozima:

Osim toga, ako voda u cijevima zamrzava, autocesta je samo deformirana i ne prekida, jer se primjećuje kada se čelični i drugi proizvodi zamrzavaju. Uništavanje struktura od bakra je fiksno kada je opterećenje na njih više od 200 atmosfera (takav tlak u domaćim sustavima jednostavno ne može biti).
Moderni priključci za bakrene mreže su takve vrste:

Pritisnite priključci za bakrene cijevi se sada gotovo ne koriste za povezivanje elemenata bakrenih cjevovoda. Prvo, njihova instalacija se izvodi pomoću posebnog tiska, što puno košta. Drugo, takve su spojnice izvorno stvorene za povezivanje plastičnih i metalnih plastičnih struktura. Korištenje dijelova za tisak za bakrene cijevi ima smisla samo ako je nemoguće obavljati visokokvalitetno lemljenje cijevi ili ih montirati s drugim vrstama spojnih elemenata.
U ovom članku, detaljno ćemo razmotriti druge priključke (kompresije, navoja i tako dalje), ali prije nego što napominjemo da prilikom instaliranja bakrenih proizvoda, uvijek je potrebno koristiti materijale homogene strukture. U ovom slučaju inženjerska mreža Zasigurno će služiti što je duže moguće i bez kvarova. Drugim riječima, priključak bakrenih cijevi treba obaviti spojnice bakra, a drugi materijali primjenjuju se samo prema potrebi.

Ako se koriste heterogeni materijali, morate se pridržavati sljedećih propisa za instalaciju cjevovoda:
Takvi spojni elementi preporučuju se da se instaliraju kada je dizajn inženjerski sustav Pretpostavlja se njegovo povremeno rastavljanje, popravak (zamjena dijelova koji nisu uspjeli) i montaža. Priključak navojka karakterizira prisutnost unutarnje ili vanjske niti na njemu, dizajniran za stvaranje jedne autoceste.
Prema parametrima pouzdanosti i dugoročne operacije, navojni priključci su manje praktičniji od kompresije ili kapilara. Oni moraju biti redovito provjereni, rastavljaju stare i instaliranje novih elemenata. Zbog toga se takvi priključci mogu instalirati u onim područjima sustava, gdje je lako dobiti.

Opcije za elemente s navojem za raspored bakrenih cjevovoda:

Kada instalirate nove mreže, preporučljivo je primijeniti priključci za ubijanjeali modernizacija cjevovoda i njihova remont Bolje je izvesti navojne elemente.
Takav povezivanje pojedinostikoji se nazivaju nabiranjem ili Collet, su dobre zamjenske priključke montirane pomoću otvorene vatre. CanGuild spojnice se sastoje od skupa brtvenih jastučića i prstena, kao i poseban prsten za cijevi za uvijanje. Potpuno zapečaćeni spoj proizvoda cijevi iz različitih materijala osigurava ključ za zatezanje prstena za ubijanje. Priključci za kompresije mogu se izraditi od čelika, metalplastične, mjedene ili bakra.
Dijelovi crimp (Collet) neophodni su za vodoopskrbne sustave koji se sastoje od raznih cijevi. Oni su također u potražnji za izgradnjom mreža iz različitih materijala. Iako je nedavno klasično priključci za kompresije Počelo je biti okrunjen detaljima za samozakometanje, jer su više preferirani u svojim operativnim sposobnostima.

Samozakonjenje Collet Friptings su strukture u kojima je ugrađen cijeli sustav prstenova. Štoviše, jedan prsten je nužno opremljen zubima. Kada se primjenjuje posebnim ključem za montažu na ovoj nazubljenoj stavci, fiksiran je u susjednom prstenu, što rezultira uistinu snažnom vezom.

Slični priključci za oči su demontirani, baš kao što su instalirani, isti ključ. Obratite pažnju - proizvodi kompresije za bakrene cijevi uvijek su izrađeni od bakra. U isto vrijeme, oni su prikladni za raspored cjevovoda iz bilo kojeg drugog metala i plastike.
Najpopularniji način doista pouzdanog i izdržljivog spoja cjevastih struktura od bakra prepoznaje njihovo lemljenje. Ova operacija na kapilarnom učinak temelji se. Navodi se da je tekućina sposobna za penjanje kapilara, prevladavajući u nastaju gravitaciju u slučajevima kada postoji određena udaljenost između dvije površine.
U praksi, ovaj fenomen vam omogućuje ravnomjerno raspoređeno na rabljeni dio duž cijelog područja površine kombinirane površine. I nije važno, u kojem je prostorni položaj element cjevovoda. Potpuno je lako služiti lemljenju na vrhu, i ispod.

Tehnologija kapilarne tehnike je sljedeća:
To se može smatrati završenim - sustav je spreman za obavljanje zadataka! Bakar i metalne cijevi montiraju se na kapilarnu tehnologiju. Ako se koristi čelični priključak, unaprijed se treba primijeniti poseban fluks. Uloga materijala za lemljenje provodi lim ili bakar je vrlo tanka žica, koja se nalazi ispod spojnog niti. U nekim slučajevima se koristi i srebrna žica.

Još jedna važna točka. Spojevi mogu se montirati bez prethodne pripreme kombiniranih proizvoda. No, lemljenje se može izvesti tek nakon pažljivog uklanjanja s rubova prljavštine i cijevi za prašinu, kao i nakon odmašćivanja površine.
Uz raspored cjevovoda od bakra proizvoda, poseban uređaj koji se zove valjanje često se koristi kroz odvojive veze. Također je uobičajeno, a njegovo drugo ime - prirubnost. S ovim alatom možete napraviti operaciju valjanja - operaciju koja omogućuje mijenjanje oblika i geometrijskih pokazatelja bakra i drugih plastičnih materijala bez gubitka operativnih svojstava.
Elementarna valjanja je obični konični disk, koji se nalazi u cijevi, a zatim rotira dok ga ne zavija do željenog oblika. Jasno je da je takav uređaj nerealan za uporabu pod rasporedom modernih cjevovoda, jer ne daje ujednačen tlak na zidovima i ne dopušta vam da odaberete određenu kotrljačku silu.

Učinkovitije se kotrljaju sa stezaljkama i konusom, koji se okreću oko vlastite osi. To je ovaj alat koji se preporučuje za kupnju komunikacija za polaganje komunikacija u vašem domu. To je jeftin, ali kvaliteta rada jamči prilično visoke. Stegnite takve poklopce opremljena je ni nekoliko rupa pogodnih za određene promjere cijevi, ili jednom univerzalnom tipskom rupom u kojoj mogu umetnuti proizvode cijevi širokog spektra dijelova.
Profesionalni stručnjaci koji se bave izgradnjom cjevovoda, obično se koristi kotrljanje i ekscentrično. Prije nego počnete raditi s njom, morat ćete nositi orašaste plodove na spojenoj cijevi (to su oni od njih omogućuju izvršavanje potrebne veze). Profesionalno valjanje deformira metala pokretanjem cijevi (unutarnja površina) pomoću ekscentričnog uređaja s raseljenim središtem.

Ratchet određuje najveći napor koji se može primijeniti na dizajn bez stvaranja fenomena razrjeđivanja zidova cijevi i njegove jurisdikcije. Jasna usklađenost s naporima bakrenog deformacije osigurana je valjanjem ekscentričnog. Ovaj uređaj ne ostavlja male utore i udubljenja na unutarnjoj površini cijevi. Dakle, sustav će vam poslužiti jako dugo vremena, jer je prisutnost tih nedostataka koji značajno smanjuju životni vijek komunikacije (utori i udubljenja su ona područja u kojima je vjerojatnost da je izgled curenja visok).
Dakle, valjanje s ekscentričnim i ratchet-osigurač se s pravom razmatra idealan alat Za montažu bakrenih cjevovoda na besprijekornoj razini kvalitete. I što je najvažnije, cijeli proces ide brzo i bez pretjeranih troškova fizičkih sila.
Čak i uz činjenicu da se polimerne cijevi još više primjenjuju, metalni proizvodi još uvijek uživaju u znatnom uspjehu. U pravilu, bakra, mjed i čelik koriste se kao metal. Za bolje u smislu otpornosti na koroziju i visoke temperature Razlikuje se bakra. Zapravo, o povezivanju bakrenih cijevi i o tome će se raspravljati u ovom članku.
Čak i unatoč činjenici da se bakrene cijevi razlikuju po svojim visokim troškovima, s obzirom na sve karakteristike materijala, njihova je uporaba prilično opravdana.
Prije svega, prije povezivanja bakrenih cijevi, potrebno je odrediti kako ih povezati, lemljenje ili na drugi način.
Razmotrite spoj bakrenih cijevi s priključcima s naknadnim lemljenjem, koji je nizak i visok temperatura. S prvom metodom, lemljenje se provodi na temperaturi od 300 ºC. Druga metoda se koristi u rasporedu sustava s velikim opterećenjima za industrijske svrhe.
Spojnice strše kao konektori za bakrene cijevi, dodatno je potrebno sredstvo za kositra i fluks.

Tehnologija lemljenja cijevi će biti sljedeća:
Važno je napomenuti da je, unatoč činjenici da se povezanost cijevi od lemljenja smatra najpouzdanijom metodom u većini slučajeva, još uvijek postoje situacije kada se ne koristi na ovaj način. U takvim slučajevima možete pribjeći povezivanju bakrenih cijevi bez lemljenja. Posebni priključci će biti potrebni, što će osigurati pouzdanu vezu zbog učinka stezanja, koji se formira tijekom priključka navoja.
U ovom slučaju, spoj se proizvodi u takvom nizu:

Obično takve priključci opremljeni su detaljnim uputama, koje se moraju pridržavati, inače će se obaviti rad biti loša kvaliteta.
Važno je napomenuti da prije spajanja bakrenih cijevi bez lemljenja, vrijedi svjestan svih rizika, jer je vrlo teško dobiti kvalitetnu vezu. Minimalne bitke spojenih dijelova nisu dopuštene općenito, inače je tehnologija grubo slomljena. Da bi se veza s navojem iznimno zatvorena, poželjno je dodatno kompaktno kompaktno s posebnim nitima. Treba pratiti tako da se ne nađu iz unutrašnjosti cijevi, jer kasnija voda ne može provesti prema sustavu.
Uz bilo koju vrstu veze, popis rada će izgledati ovako:

U potpunosti, neće biti suvišno napomenuti da je veza cijevi iz bakra tehnološki u procesu srednje složenosti. Ako ste prvi put igrali ove radove, onda morate biti spremni za činjenicu da se mogu pojaviti neke nijanse. Da biste razumjeli proces i dobivanje o tome što je više moguće, to neće biti suvišno za savjet od profesionalnih radnika, ili barem upoznati s dostupnim videozapisom.
Veze za lemljenje su pouzdanije, lakše i jeftinije. Postoje dvije vrste lemljenja: visoke temperature i niske temperature. Uz visokotemperaturnu lemljenje koriste se vojnici iz bakrenih legura i drugih obojenih metala. Prije toga, čak i srebro ponekad lemljeno. Ali nikada nisam ispunio visoku temperaturu lemljenje i čak ga gledao samo s uvidom na njega, pa neću gurati vaš mozak.
Lemljenje niskog temperature provodi se vodljivom limenkom. Vanjska površina cijevi i unutarnja površina spoje se očišćena. Flux se nanosi na vanjsku površinu cijevi. Ne stojim u spojenju, ne vrijedi razmazati tok, od tada umetnuti cijev, stisnuti ćete dio toka unutar montaže koji je nepoželjan. Odmah umetnite cijev u spoj i okrenite malo tamo i ovdje da je tok ravnomjerno raspoređen. Savjetujem vam da lem odmah nakon pripreme, tako da se tok ne suši i ne namaka.
Mjesto povezivanja se zagrijava plamenik ili poseban električni snažan grijač. Kraj žice od lemljenja se primjenjuje na utor između detalja. Žice se topi i usjevi u prazninu. Kaže se da je razlog u kapilarnom učinak. Ne znam, ali činjenica ostaje činjenica - u prostoru između cijevi, a priključak toka se zamijeni talom lemljenja bez više truda.
Kada lemljavate, morate koristiti poseban tok za lemljenje bakrenih cijevi. Činjenica je da ovdje univerzalni tok nije prikladan. Bio sam uvjeren u to u njegovom tužnom iskustvu. Tehnologija lemljenja je takva da fluks mora izdržati temperature do 350 stupnjeva (ne gori). Tek tada će se otopiti lem i počinje spadati u prostor između detalja. Univerzalni fluks gubi fluidnost na temperaturama ispod 200 stupnjeva.
Lemljenje također ima nekoliko ozbiljnih nedostataka. Prvo, sve izgleda vrlo dobro u teoriji, u praksi, zamislite se s plinskim plamenika u sobi zasićenoj s nestabilnim do grijaćih elemenata ( zidni paneli, pričvršćivači cijevi, kanalizacijske cijevi itd.). Pokušavate to zagrijati mjesto spojeva ravnomjerno sa svih strana, ali cijev je pričvršćena na zid, sa strane zida do njega je vrlo teško donijeti, i potrebno ga je pažljivo zagrijati, ako režete , onda će se fluks izgorjeti i ništa ne lemi. Još uvijek morate držati spojene elemente u strogo definiranom položaju u odnosu jedan prema drugome tako da je jaz između njih bio isti sa svih strana. U suprotnom, lemnik neće prodrijeti i ne učiti mjesto veze sa svih strana. Kao što je moj mentor govorio, koji me je učio u ovom slučaju, oh, zašto nisam više shiva?
Drugo, Lemnik sadrži olovo, a šav je u kontaktu s vodom. Za vruća voda i grijanje nije kritično, ali piti vodu Kroz takvu cijev ne bih prošao.
TrećeDa bi se osiguralo potpuno uklanjanje ostataka toka nije uvijek moguće. Fluks uzrokuje koroziju i može proći bakrenu cijev.
Stoga, u posljednje vrijeme držim bakrene cjevovode. Koristim cijanacrylalate (superclones) (njegova opcija s aditivima za liječenje metala) ili plugove, ovisno o raspoloženju. Cijanakrilat se vrlo dobro drži, ali zgrabio u jednoj sekundi, tako da je čvrsto ljepilo. Poksipol drži malo gore, ali imate 5 minuta na međusobnom pozicioniranju cijevi i spojenim.
Priključci se koriste za lemljenje. Montaža iznutra i cijevi vani očišćena je brusnim papirom. Potrebno je pokušati na cijev i spojiti, nalaze se mali utore iz papira na papiru preko cijevi. To će povećati snagu veze. Sljedeći podaci su odmašćivanje acetona. Ljepilo se nanosi tanki sloj i kraj cijevi i na unutarnjoj površini spoje, gdje je umetnuta cijev. Pokilipol prije primjene mora biti pripremljen: pomiješajte dvije komponente prema uputama. Ali morate se primijeniti malo, ali ujednačeni sloj. On ne bi trebao biti jako iscijeđen iz razmaka. Bolje je prvo pretražiti na stolu s rezanjem cijevi. Sada umetnemo cijev u spoj, okrenite malo tamo, ovdje da je rukavica ravnomjerno raspoređena i pričekajte dok ljepilo ustane.
Veza se dobiva iznenađujuće izdržljiva i uredna. Već nekoliko godina koristim ovu tehnologiju s izvrsnim rezultatom.
Moji kolege osiguraju da je takva veza nevjerojatna. Ali to nije istina. Sklopljiv je u istoj mjeri kao i lemljenje. Dovoljno je ispustiti vodu, zagrijati ugradnju s plamenom za lemljenje. Pokripol ili cijanakrilat se rastopi, a povezivanje s malo truda će to shvatiti. Detalji se mogu ohladiti, čistiti od ostataka ljepila, odmagnuti i ljepilo i ponovno ljepilo. Također je moguće lemiti detalje s ostacima lemljenja nakon rastavljanja, ali teže.
Kada rastavljajte, budite vrlo oprezni. Kada se grije grijani, jednako su se da su euranske parove koji su vrlo otrovni. Ovo je još jedan argument u korist Pokilipola.
Usput, postoji poseban dvokomponentni ljepilo za metal. Pokušajte, mora ostati još bolji.
Ako lemljenje ili lijepljena veza lagano curi (kapanje - 2 kapi u minuti ili manje), zatim rastavljajte i remake nije potrebno. Voda uvijek sadrži suspendirane nečistoće. Takva mala rupa brzo će probiti ove male čestice. Potok će se zaustaviti. Možete zamijeniti spremnik tako da voda ne teče na pod i pričekajte tjedan dana. Protok treba zaustaviti. U autonomnom sustavu grijanja uklonite tok još lakše, o tome na referencu.
Nažalost, pogreške se povremeno događaju u člancima, ispravljaju se, članovi se nadopunjuju, razvijaju nove.
Kako distribuirati dužnosti u šetnji ....
Savjeti za organiziranje turističke kampanje, odabir sudionika optimalan s ...
Kuhanje juha - pire od šljunka. Sastojci, sastav. Dijeta ...
Kako kuhati juhu - pire od gravilata. Osobno iskustvo, Vijeće. Detaljne upute ...
Pokrivajući zid i strop ....
Kako odrezati klapnu da izgleda lijepo i profesionalno. Praktično iskustvo ...
Auchan (Auchan) je lanac trgovina i hipermarketa. Recenzije kupca, ...
Razgovarajte o Auchan. Što volim kupiti u njemu da radije kupujem ...










