Метод основан на капиллярном подъеме жидкости (расплавленного припоя) по тончайшему зазору между стенками труб. Различают два вида пайки медных труб: низко- и высокотемпературную пайку. Разница в пайках в основном зависит от температуры плавления припоя. Для высокотемпературных паек используют тугоплавкие стержневые припои, для низкотемпературных - мягкие припои, свернутые в бухточки. Соответственно для нагревания труб при высокотемпературной пайке применяются ацетиленовые и пропановые горелки, для низкотемпературных порой достаточно, огня от паяльной лампы. Высокотемпературная пайка может применяться для всех видов медных разводок, включая коллекторы солнечного отопления, где трубы могут нагреваться до 250°C, низкотемпературная пайка более требовательна к температурам нагрева труб, тем не менее ее с успехом применяют в системах горячего водоснабжения и отопления. Каких-либо конструктивных различий в этих видах пайки нет, однако высокотемпературную пайку чаще используют при раструбных соединениях труб, а низкотемпературную - на соединениях труб фитингами с заплавленным в них припоем, хотя можно и наоборот.
Для монтажа медных трубопроводов используют три вида труб: мягкие (R 220), полутвердые (R 250) и твердые (R 290). В качестве параметра твердости (жёсткости) предлагается предел прочности на разрыв в МПа (Н/мм²). Мягкие трубы продаются свернутыми в бухты, полутвердые и твердые - прямыми стержнями. Принципиальное различие в этих видах труб, это давление транспортируемой среды, которое могут выдержать трубы. Самое большое давление выдерживают твердые трубы (290 Н/мм²), самое низкое - мягкие (220 Н/мм²). Давление, которое создается в квартирных и даже коттеджных трубопроводах, с успехом выдержат любые из этих труб. А если нужно построить паровую котельную или минипроизводство, то без расчета и составления проекта вам не обойтись, но это уже другая тема.
При раструбной пайке (рис. 36) используются мягкие, полутвердые либо твердые медные трубы с предварительно отожженным концом. Одному из концов трубы эспандером придают форму раструба, аналогичного раструбу канализационных труб, в него будет вставлен конец другой трубы. Необходимо помнить, что при отжиге концов твердых труб вы отпускаете металл и труба в месте соединения приобретает свойства мягкой трубы. Это обстоятельство нужно учитывать при проектировании трубопровода по критериям давления.
Рис. 36. Соединение медных труб раструбной пайкой
Для изготовления раструба нужно использовать на эспандере только те головки, которые предназначены для данного диаметра трубы, тогда диаметр раструба автоматически получится чуть больше внешнего диаметра трубы. Обычно зазор между внутренними стенками раструба и внешними стенками вставляемой в раструб трубы составляет примерно 0,2 мм. Такой зазор обеспечивает «втягивание» расплавленного припоя и равномерное его распределение по всей внутренней поверхности раструба при любом положении трубы. Другими словами, пайка труб может производиться в любом положении, даже раструбом вниз, капиллярный зазор между трубами все равно «всосет» в себя расплавленный припой, который равномерно распределится по месту пайки. Использование «правильной» головки эспандера, это 80% успеха пайки - зазор между трубами и глубина раструба задается именно этим инструментом.
Сегодня изготовители труб выпускают готовые фитинги и соединительные муфты, на которых уже сделаны раструбы (рис. 37). Применение таких деталей делает трубопровод дороже, но зато полностью исключает «человеческий фактор», присутствующий при самостоятельном изготовлении раструба эспандером.
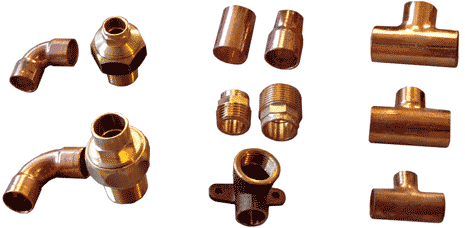 Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Трубы в месте припоя покрывают флюсом (рис. 38), который выполнит роль смазки для припоя и «протравки» (очищения метала) для меди. При высокотемпературной пайке с припоями из серебра или с бронзы в качестве флюса используют буру. Ее смешивают с водой до получения вязкой кашицы. Флюс наносится без излишков только на поясок трубы, который будет сочленен с фитингом или раструбом, а не внутрь фитинга или раструба. После нанесения флюса рекомендуется сразу сочленить детали, чтобы исключить попадание на влажную поверхность посторонних частиц. Если по какой-то причине пайка будет происходить чуть позднее, то деталям лучше дождаться этого момента уже в сочлененном виде. Рекомендуется повернуть трубу в фитинге или раструбе, либо, наоборот, фитинг вокруг оси трубы, с тем чтобы убедиться, что флюс равномерно распределился в монтажном зазоре и почувствовать, что труба достигла упора. Затем необходимо удалить тряпкой видимые остатки флюса с внешней поверхности трубы.

 Рис. 38. Покрытие труб флюсом и пайка
Рис. 38. Покрытие труб флюсом и пайка
Для пайки медных труб используют прутки припоя диаметром 3 мм из сплавов меди и серебра или бронзы. После изготовления раструба либо при использовании готового фитинга с раструбом трубы вставляются друг в друга. Место соединения со всех сторон нагревается пропановой или ацетиленовой горелкой. Нагревание производится до тех пор, пока поднесенный и прижатый к раструбу пруток припоя не начнет плавится. С приобретением опыта время нагрева труб определяется по изменению цвета трубы - до достижения «красного свечения». Фитинги с резьбой для присоединения их к другим трубопроводам или к сантехническим приборам изготавливаются из бронзы и латуни и требуют при пайке более длительного нагрева. Для определения расхода припоя на одно соединение обычно пользуются следующим способом: пруток припоя сгибают в виде буквы Г, делая загиб чуть больше диаметра раструба. Как только место пайки будет прогрето до нужной температуры, припой прижимают к зазору между раструбом и вставленной в него трубой и ведут им вокруг трубы, не прекращая при этом нагревания соединения. Припой плавится и затекает в зазор. Нужно вплавить в зазор весь отогнутый конец припоя, не больше и не меньше. Увеличение расхода припоя ведет к тому, что он может протечь сквозь щель и заплавить внутреннее сечение труб уменьшение расхода припоя приводит к непропаиванию соединения.
При пайке труб нужно соблюдать элементарные меры безопасности для работы с открытым огнем. Работать нужно в брезентовых рукавицах, лучше вдвоем с помощником, удержание трубы производить в удалении от места нагрева. При работе в одиночку для временного закрепления труб использовать струбцины.
После остывания узел готов к эксплуатации - это самое надежное соединение медных труб и совсем несложное. Опыт пайки медных труб приходит быстро, а для тех, кто уже владеет техникой газовой сварки, понятен сразу. Правда, для нагревания труб нужно оборудование для газовой сварки. Иногда (для пайки соединений небольших диаметров) можно воспользоваться горячим воздухом мощного строительного фена, используя насадку, ограничивающую конус горячего воздуха, с тем, чтобы быстрее добиться нагрева. Другим способом нагрева без пламени являются электроконтактные устройства. Внешне они напоминают большие клещи со сменными медными головками для охвата труб разных диаметров.
По окончании пайки узла либо всего трубопровода его необходимо промыть, чтобы освободить внутренние полости от остатков флюса. Как уже говорилось, флюс работает не только смазкой для припоя, но и протравкой для меди, то есть по сути это агрессивный окислитель. А раз так, то и нечего ему больше делать внутри труб, его нужно оттуда удалить промывкой водой. С внешней поверхности труб вытекший флюс удаляют ветошью.
Пайка трубопроводов встык не допускается. Если необходимо соединить детали встык, то производят не пайку труб, а сварку. В принципе делаются практически те же операции, что и при высокотемпературной пайке, за исключением того, что не требуется применения флюса, а нагрев труб и фитингов увеличивается до температуры плавления металла.
Для низкотемпературных паек используют фитинги с заплавленным в них припоем. Внешне это такие же фитинги для раструбной пайки, но по поверхности раструба выдавлен поясок (рис. 39), внутрь которого производители залили припой еще на стадии изготовления фитингов. В фитинг может быть залит как тугоплавкий, так и легкоплавкий припой, благодаря которому могут выполняться оба вида пайки. Однако, чаще всего, в фитинги заливают легкоплавкий припой, поэтому соединения на таких фитингах относят к категории низкотемпературных паек.
 Рис. 39. Фитинги с заплавленным в них припоем
Рис. 39. Фитинги с заплавленным в них припоем
Технология соединения медных труб на фитингах с заплавленным припоем еще проще, чем на обычных фитингах. Трубы и фитинги обрабатываются точно так же, как было описано выше. Затем трубы вставляются в фитинги или соединительные муфты. Фитинги нагреваются огнем паяльной лампы либо горячим воздухом строительного фена, припой, заложенный в фитингах, расплавляется и растекается по раструбу, спаивая детали (рис. 40). Вот и вся технология: воткнул зачищенные и обработанные флюсом детали друг в друга, прогрел узел паяльной лампой и дал остыть.
 Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Соединение медных труб на низкотемпературной пайке можно применять для всех видов домовых трубных разводок, за исключением трубопроводов с высокими температурами (около 150–250°C), которых в обычном доме не бывает.
Во время сантехнических работ, а равно как при прокладывании канализационных труб для дома, нередко возникает необходимость соединения различных сегментов, выполненных из медных труб. Именно об этой непростой процедуре мы и поговорим далее.
Первоначально необходимо нарезать трубы нужного размера, для чего применяется специальный инструмент, показанный на следующем рисунке.
Как разрезать жесткую медную трубу. Разрез осуществляется специальным инструментом, хомут которого нужно плотно затянуть, после чего начать вращение вокруг трубы, повторяя, его пока труба не будет разрезана.
Принцип разрезания трубы очень просто. Резак надевается на нужный конец трубы и передвигается в то место, где будет расположен разрез. Хомут резака должен плотно прилегать к трубе, для чего следует затянуть винт (хомут). Далее нужно начать вращение резака вокруг трубы, постепенно затягивая винт, и так пока труба не будет разрезана.

Классический вариант использования инструмента для разрезания медной трубы
Конечно, для разрезания медной трубы можно использовать ножовку, но при таком разрезе кромки трубы будут слишком неровными, и их придется отдельно сглаживать.
Труба разрезана, теперь можно заняться шлифовкой кромок.
В первую очередь, следует зачистить кромки труб, убрав все возможные неровности. Для этого обычно используется надфиль либо полукруглый напильник.

Аккуратно уберите с кромки трубы все неровности, оставшиеся после разреза. Для этого вам понадобится надфиль либо закругленный напильник.
Теперь берем тонкую шкурку и приступаем к шлифовке внешней поверхности кромки. Полируйте ее до тех пор, пока она не будет блестеть. Далее обрабатывается внутренняя плоскость трубы прямо у кромок. Для этого, как правило, можно приобрести специальные щетки в ближайшем строительном магазине.

Отшлифовать кромки медной трубы наждачкой совсем не сложно
Не переусердствуйте с зачисткой поверхности трубы - если убрать слишком много материала, то будут проблемы с последующей пайкой.

Кромки трубы как снаружи, так и изнутри нужно аккуратно зачистить тонкой шкуркой.
Далее нам понадобится кисточка, с помощью которой тонкий слой флюса наносится как внутри, так и снаружи трубы. Поскольку флюс - это химически активное средство для протравливания, используйте его осторожно, во избежание возможной коррозии трубы.

Для нанесения слоя флюса желательно использовать кисточку. Не вздумайте это делать пальцами - флюс весьма ядовит и вреден не только для пальцев, но и для глаз.

Наносим флюс на медную трубу кисточкой
Вставьте трубу в фитинг, как можно плотнее. Поверните этот фитинг, чтобы флюс равномерно растекся. Если какие-то капли останутся снаружи трубы, уберите их.

Когда края трубы смазаны флюсом, надвиньте фитинг на трубу и поверните его таким образом, чтобы он более равномерно распределился по трубке. Остатки флюса, что вытекли наружу, обязательно уберите.
Начинаем работу с горелкой. Зажгите ее и поднесите огонь горелки к краю стыка трубы. Нагрейте конец фитинга и последовательно обведите пламенем его поверхность.

Как трубу, так и фитинг нужно нагреть горелкой до температуры, с которой начнется плавление припоя.

Обработка стыка медной трубы пропановой горелкой
Когда стык будет разогрет достаточно и припой начнет плавиться, концом припоя прикоснитесь к той точке, где соединяется фитинг и труба. Пройдите по этому стыку круговым движением. После того, как вся кромка будет закрыта припоем, и вы будете уверены в том, что зазоров не осталось, нужно подождать, пока стык не остынет. Также учтите, что при накладывании припоя огонь горелки должен касаться трубы.

Конец припоя нужно приложить к кроме фитинга и провести огнем вдоль стыка. Затем припой расплавится и попадет прямо в щель между трубой и фитингом. В ходе всего процесса прогревайте фитинг, так чтобы сохранять температуру плавления припоя.

Использование припоя для сварки медной трубы
Каким же образом припой попадет непосредственно в пространство между трубой и фитингом, не останется ли он снаружи? В действительности, припой попадет в щель за счет воздействия капиллярных сил, причем течь он может как вертикально, так и горизонтально. Этот процесс наглядно иллюстрируется на следующем рисунке.

Механизм воздействия капиллярных сил на припой.
Для выбора припоя нужно руководствоваться давлением жидкости в прокладываемом трубопроводе, а также температурой плавления припоя. Согласно существующим стандартам, во флюсах и припоях, предназначенных для канализационных систем, концентрация свинца не должна превышать значение в 0,2%.
Мягкая медная труба не зря называется именно так - изогнуть ее совсем несложно руками. Однако, при этом достаточно высок риск того, что труба будет изогнута неправильно. Поэтому настоятельно рекомендуем использовать трубогиб.
Если труба будет слишком перегнута, вода не сможет полноценно проходить через зону перегиба, не говоря уже про появление трещин. Если необходим изгиб достаточно большого радиуса, то в роли трубогиба отлично подойдет гибкая оболочка обычного водопроводного шланга, выполненная из пружины. Необходимо лишь, чтобы эта оболочка соответствовала диаметру медной трубы.

При необходимости изогнуть длинную мягкую медную трубу можно использовать пружинную оболочку обычного шланга. Гнуть трубу следует аккуратно, не прикладывая слишком больших усилий. Затем просто методом вращения снимите трубу.
Чтобы погнуть трубу, можно аккуратно надавить на нее коленом. При этом чем больше радиус изгиба трубы, тем меньше вероятность того, что труба будет слишком перегнута.

Простейший метод изгибания мягкой медной трубы: используется обычный стальной гофрированный шланг и пластиковая бутылка
Если требуется изогнуть трубу в рамках меньшего радиуса, то для этого не обойтись без ручного трубогиба. Прежде чем вставить трубу в данный инструмент, разверните его ручки по направлению в 180 градусов.
Когда труба вставлена, нужно поднять одну ручку таким образом, что она составит прямой угол с другой ручкой. Ошибиться здесь сложно, поскольку на ролике трубогиба есть соответствующая метка, которую нужно совместить с точкой гиба.
В этом видео демонстрируется, как нужно правильно использовать трубогиб для того, чтобы гнуть медные трубы, предназначенные для канализации или систем кондиционирования.
Теперь просто сводите вместе ручки трубогиба, пока не получите именно тот изгиб, что вам требуется. Прежде чем гнуть трубу убедитесь в том, что трубогиб полностью соответствует ее диаметру.
Рычажный трубогиб - идеальный инструмент для сгибания медной трубы. При этом минимальный радиус изгиба зависит от того, трубу какого диаметра вы сгибаете.

Классический рычажный трубогиб для изгибания медных (и не только) труб
Для соединения мягкой медной трубы нередко используется муфта, в которую заделывается предварительно развальцованный конец трубы. Стык такого типа имеет немало преимущств, в частности, его совсем просто демонтировать в случае необходимости и опять закрепить.
Обычно стык с развальцовкой используется при невозможности применения пропановой горелки, либо если не получается слить воду из старой трубы. Для крепления муфты достаточно надеть ее на трубу, после чего нужно развальцевать конец трубы, используя соответствующий инструмент.

На фото показаны развальцовка и зажим с набором отверстий для калибровки. Все это вместе и есть инструменты для правильной развальцовки медной трубы
Развальцовка медной трубы выглядит следующим образом.

Конец трубы следует зажать в калиброванном отверстии. Далее инструмент развальцовки передвигается на зажим, и конус вставляется в трубу. Развальцовка осуществляется вращением винта.
Труба вынимается из калиброванного отверстия, после чего муфта вплотную переносится к ранее развальцованным кромкам.

Для соединения развальцованных концов медных труб применяется муфта.

Стандартная муфта для медной трубы
Для обворачивания резьбы муфты нужно использовать уплотнительную ленту и затем плотно завернуть соответствующую гайку. Теперь муфта полностью собрана и мы можем полюбоваться на нее на следующем рисунке.

Собранная муфта выглядит следующим образом.
Порой медные трубы нарезаются на заводе с припуском на 2-2,5 см. Это сделано для того, чтобы в случае неудачной развальцовки конец трубы можно было бы отрезать и сделать развальцовку заново.
Наглядный самоучитель по развальцовке труб из меди своими руками. Вы сами сможете убедиться — ничего сложного в этом процессе нет.
Для соединения медной трубы с кранами и вентилями нередко используется такой элемент, как муфта с прокладкой .
Фактически, это обычная гайка с уплотняющей прокладкой. При этом фитинг, который присоединяется к муфте, должен иметь резьбу, соответствующую резьбе данной гайки.

В данной муфте есть специальная фиксирующая прокладка, которая точно входит в гайку, имеющую внутреннюю резьбу, после чего вставляется в отверстие арматуры, у которой, в свою очередь, есть наружная резьба.
Установить такую муфту несложно. Изначально на трубу надевается гайка, затем уплотнительная прокладка.

Типичная муфта с прокладкой для медной трубы
Далее труба вставляется в фитинг, она должна находиться точно перпендикулярно к отверстию фитинга. Это очень важный момент, поскольку если труба будет установлена в фитинг даже под незначительным углом, то течь практически неизбежна.
Теперь уплотнительная прокладка поджимается к кромках фитинга. Осталось завернуть гайку на вентиле, причем затягивать нужно не сильно, где-то на четверть оборота.
Медные трубы и фитинги востребованы за счет своей высокой долговечности и прочности, а также ряда других технических характеристик, обеспечивающих бесперебойную работу различных коммуникационных сетей.
Российские и зарубежные компании в настоящее время выпускают фитинги и трубы из меди высокого качества. Такие изделия отвечают требованиям европейских стандартов (ISO 9002, BS2, DIN), они отличаются повышенной устойчивостью к давлению рабочих сред, протекающих по трубопроводам, к высоким и низким температурам, к воздействиям внешнего характера при транспортировании и хранении.
Инженерные сети из меди не боятся солнечных лучей (это отличает их в лучшую сторону от популярных нынче полимерных конструкций), на них не появляется с течением времени ржавчина, которая всегда образуется на металлических и стальных трубопроводах. Срок их службы составляет не менее ста лет, согласитесь, очень трудно найти более качественный и практически "вечный" материал для обустройства бытовых и промышленных коммуникаций.
Применяются для строительства следующих систем:
Частные лица, как правило, используют трубы из меди тогда, когда устанавливают в своих жилищах надежные и долговечные сети водоснабжения. Понятно, что соединительные элементы для таких трубных изделий чаще всего выпускаются также из меди. Медные фитинги считаются намного более экономичными, нежели металлические, так как для их изготовления требуется меньше материала.
Суть в том, что при производстве, например, чугунных деталей их стенки проектируют изначально толстыми – инженеры оставляют "запас" на потери металла в результате коррозии. А вот соединительные элементы из меди можно изготавливать намного тоньше, ведь их ржавчина не трогает и через десятилетия эксплуатации.
Востребованность медных трубопроводов обуславливается и другими причинами:

Кроме того, если вода в трубах замерзает, магистраль всего лишь деформируется, а не рвется, как это отмечается при замерзании стальных и других изделий. Разрушение конструкций из меди фиксируется только в том случае, когда на них воздействует нагрузка свыше 200 атмосфер (подобного давления в бытовых системах просто-напросто не может быть).
Современные фитинги для сетей из меди бывают таких видов:

Пресс-фитинги для медных труб сейчас почти не применяются для соединения элементов медных трубопроводов. Во-первых, их монтаж выполняется с помощью специального пресса, который стоит немало. Во-вторых, такие фитинги изначально создавались для соединения пластиковых и металлопластиковых конструкций. Использовать пресс-детали для медных труб имеет смысл только в том случае, если невозможно выполнить качественную пайку труб либо смонтировать их другими видами соединительных элементов.
В этой статье мы подробно рассмотрим и другие фитинги (компрессионные, резьбовые и так далее), но прежде отметим, что при монтаже медных изделий необходимо всегда использовать материалы однородной структуры. В таком случае инженерная сеть будет гарантированно служить максимально долго и без поломок. Другими словами, соединение медных труб следует выполнять именно фитингами из меди, а другие материалы применять только по мере необходимости.

Если используются разнородные материалы, нужно придерживаться следующих правил монтажа трубопроводов:
Такие соединительные элементы рекомендуется монтировать тогда, когда конструкция инженерной системы предполагает ее периодическую разборку, ремонт (замену частей, вышедших из строя) и сборку. Резьбовое соединение характеризуется наличием на нем внутренней либо внешней резьбы, предназначенной для создания единой магистрали.
По параметрам надежности и длительной эксплуатации резьбовые фитинги менее практичны, нежели компрессионные или капиллярные. Их необходимо регулярно проверять, производить демонтаж старых и установку новых элементов. По этой причине такие фитинги допускается монтировать на тех участках системы, куда легко добраться.

Варианты резьбовых элементов для обустройства медных трубопроводов:

При монтаже новых сетей желательно применять обжимные фитинги, а вот модернизацию трубопроводов и их капитальный ремонт лучше выполнять резьбовыми элементами.
Такие соединительные детали, которые называются обжимными или цанговыми, являются хорошей заменой фитингам, монтируемым с помощью открытого огня. Цанговые фитинги состоят из набора уплотнительных прокладок и колец, а также специального кольца для обжима трубы. Полностью герметичное соединение трубных изделий из разных материалов обеспечивается тем, что гаечным ключом выполняют затяжку обжимного кольца. Компрессионные фитинги могут изготавливаться из стали, металлопластика, латуни или меди.
Обжимные (цанговые) детали незаменимы для систем подачи воды, которые состоят из различных по сечению труб. Также они востребованы для строительства сетей из разных материалов. Хотя в последнее время классические компрессионные фитинги стали вытесняться самофиксирующимися деталями, так как они по своим эксплуатационным возможностям являются более предпочтительными.

Самофиксирующиеся цанговые фитинги представляют собой конструкции, внутри коих устанавливается целая система колец. Причем одно кольцо обязательно оснащается зубцами. При надавливании особым монтажным ключом на этот зубчатый элемент он закрепляется в соседнем кольце, в результате чего получается по-настоящему прочное соединение.

Демонтируются подобные обжимные фитинги также просто, как и устанавливаются, тем же самым ключом. Обратите внимание – компрессионные изделия для медных труб всегда изготавливают из меди. При этом они годятся для обустройства трубопроводов из любых других металлов и пластика.
Самым популярным способом действительно надежного и прочного соединения трубных конструкций из меди признается их пайка. Базируется данная операция на капиллярном эффекте. Он гласит, что жидкость способна подниматься вверх по капилляру, преодолевая возникающую силу тяжести в тех случаях, когда между двумя поверхностями имеется определенная дистанция.
На практике это явление позволяет равномерно распределяться используемому припою по всей площади соединяемой поверхности. Причем не имеет никакого значения, в каком пространственном положении располагается элемент трубопровода. Совсем несложно подавать припой не сверху, а снизу.

Технология капиллярной методики такова:
На этом можно считать завершенной – система готова к выполнению своих задач! По капиллярной технологии монтируются медные и металлические трубы. Если используется стальной фитинг, на место пайки следует заранее нанести специальный флюс. Роль материала для припоя выполняет оловянная либо медная очень тонкая проволочка, которую помещают под резьбу фитинга. В некоторых случаях применяют и проволоку из серебра.

Еще один важный момент. Цанговые соединения монтируются без предварительной подготовки соединяемых изделий. А вот пайку можно производить только после тщательного удаления с кромок труб грязи и пыли, а также после обезжиривания поверхности.
При обустройстве трубопроводов из медных изделий посредством разъемных соединений часто используется специальное приспособление под названием вальцовка. Также распространено и ее второе наименование – отбортовка. С помощью данного инструмента можно произвести вальцевание – операцию, которая дает возможность модифицировать форму и геометрические показатели меди и иных пластичных материалов без утраты их эксплуатационных свойств.
Элементарная вальцовка представляет собой обыкновенную коническую болванку, которую помещают в трубу, а затем проворачивают до тех пор, пока не изогнут ее до нужной формы. Ясно, что такое приспособление нереально использовать при обустройстве современных трубопроводов, так как оно не обеспечивает равномерного давления на стенки и не позволяет выбирать конкретное усилие вальцевания.

Более эффективной является вальцовка со струбцинами и конусом, которые оборачиваются вокруг собственной оси. Именно такой инструмент рекомендуется приобретать для прокладки коммуникаций в своем жилище. Стоит он недорого, а вот качество работ гарантирует достаточно высокое. Струбцина такой отбортовки оснащается либо несколькими отверстиями, подходящими под определенные диаметры труб, либо одним отверстием универсального типа, в которое можно вставлять трубные изделия самых разнообразных сечений.
Профессиональными же специалистами, занятыми в сфере строительства трубопроводов, обычно применяется вальцовка с предохранительной трещоткой и с эксцентриком. Перед тем, как начать работу с ней, потребуется надеть гайки на соединяемую трубу (именно они дают возможность осуществить требуемое соединение). Профессиональная вальцовка деформирует металл посредством обкатки трубы (ее внутренней поверхности) эксцентриком – приспособлением со смещенным центром.

А трещотка определяет наибольшее усилие, которое может быть приложено к конструкции без образования явления утончения стенок трубы и ее продавливания. Четкое соблюдение усилия деформирования меди обеспечивается прокаткой эксцентрика. Это приспособление не оставляет небольших бороздок и вмятин на внутренней поверхности трубы. А значит, система будет служить вам очень долго, ведь именно наличие указанных изъянов значительно снижает срок эксплуатации коммуникации (бороздки и вмятины – это те участки, на которых высока вероятность появления утечек).
Таким образом, вальцовка с эксцентриком и трещоткой-предохранителем по праву считается идеальным инструментом для монтажа медных трубопроводов на безупречном качественном уровне. А главное – весь процесс идет быстро и без чрезмерных затрат физических сил.
Даже с учетом того, что полимерные трубы применяются все чаще, металлические изделия все еще пользуются немалым успехом. Как правило, в качестве металла используется медь, латунь и сталь. В лучшую сторону по показателям устойчивости к коррозии и высоким температурам отличается медь. Собственно, о соединении медных труб, и пойдет речь в этой статье.
Даже несмотря на то, что медные трубы отличаются своей дороговизной, учитывая все характеристики материала, их применение является довольно-таки оправданным.
В первую очередь, перед соединением медных труб, стоит определиться с тем, как их соединять, методом пайки или иным способом.
Рассмотрим соединение медных трубок фитингами с последующей пайкой, которая бывает низко- и высокотемпературной. При первом методе пайка осуществляется при температуре 300 ºC. Второй метод используется при обустройстве систем с высокими нагрузками в промышленных целях.
В качестве соединителей для медных труб выступают муфты, дополнительно нужен оловянно-свинцовый припой и флюс.

Технология пайки труб будет следующей:
Дополнительно стоит отметить, что, невзирая на то, что соединение труб пайкой считается наиболее надежным методом в большинстве случаев, все же встречаются ситуации, когда таким способом воспользоваться не представляется возможным. В таких случаях можно прибегнуть к соединению медных трубок без пайки. Потребуются специальные фитинги, которые обеспечат надежное соединение благодаря зажимному эффекту, который образуется при резьбовом соединении.
В данном случае соединение производят в такой последовательности:

Обычно такие фитинги комплектуются развернутой инструкцией, которой в обязательном порядке нужно придерживаться, иначе выполненные работы будут некачественными.
Стоит отметить, что перед тем как соединить медные трубки без пайки, стоит осознать все риски, так как качественное соединение получить довольно сложно. Минимальные перекосы соединяемых деталей не допускаются вообще, в противном случае технология грубо нарушается. Чтобы резьбовое соединение получилось предельно герметичным, его желательно дополнительно уплотнить специальными нитями. При этом стоит следить, чтобы они не оказались с внутренней стороны трубы, так как впоследствии вода может не проходить по системе должным образом.
При любом типе соединения перечень проводимых работ будет выглядеть таким образом:

В завершение не лишним будет отметить, что соединение труб из меди технологически является процессом средней сложности. Если вы занялись такими работами впервые, то нужно быть готовым к тому, что могут возникнуть некоторые нюансы. Чтобы разобраться в процессе, и получить о нем как можно большее представление, не лишним будет получить консультацию у профессиональных рабочих, или, как минимум, ознакомиться с имеющимися видеоматериалами.
Паяные соединения надежнее, проще и дешевле. Бывают два вида пайки: высокотемпературная и низкотемпературная. При высокотемпературной пайке применяются припои из сплавов меди и других цветных металлов. Раньше даже серебром иногда паяли. Но я ни разу не выполнял высокотемпературную пайку и даже наблюдал за ней всего один раз мельком, так что не буду пудрить Вам мозги.
Низкотемпературная пайка выполняется свинцово-оловянным припоем. Внешняя поверхность трубы и внутренняя поверхность фитинга зачищаются. На внешнюю поверхность трубы наносится флюс. Внутрь фитинга мазать флюс не стоит, так как тогда, вставляя трубу, Вы выдавите часть флюса внутрь фитинга, что нежелательно. Сразу вставляем трубу в фитинг и немного поворачиваем туда-сюда, чтобы флюс распределился равномерно. Я советую паять сразу после подготовки, чтобы флюс не высох и не вытек.
Место соединения нагревается горелкой или специальным электрическим мощным нагревателем. К щели между деталями прикладывается конец проволоки из припоя. Проволока плавится и затекает в щель. Говорят, что причина в капиллярном эффекте. Не знаю, но факт остается фактом - в пространстве между трубой и фитингом флюс заменяется на расплав припоя без дополнительных усилий.
При пайке нужно применять специальный флюс для пайки медных труб. Дело в том, что универсальный флюс тут не подходит. Я убедился в этом на своем печальном опыте. Технология пайки такова, что флюс должен выдержать температуру до 350 градусов (не выгореть). Только тогда припой расплавится и начнет затекать в пространство между деталями. Универсальный флюс теряет текучесть при температуре ниже 200 градусов.
У пайки тоже есть несколько серьезных недостатков. Во-первых , все очень хорошо выглядит в теории, на практике представьте себя с газовой горелкой в помещении, насыщенном неустойчивыми к нагреву элементами (стеновыми панелями, креплениями труб, канализационными трубами и т. д.). Вы стараетесь нагревать место соединений равномерно со всех сторон, но труба закреплена к стене, со стороны стены к ней подлезть очень трудно, а нагревать надо аккуратно, если перегреть, то сгорит флюс и ничего не припаяется. Еще Вам надо удерживать соединяемые элементы в строго определенном положении относительно друг друга, чтобы щель между ними была одинакова со всех сторон. Иначе припой не протечет и не пропаяет место соединения со всех сторон. Как говорил мой наставник, который учил меня этому делу, ах, почему я не многорукий Шива?
Во-вторых , припой содержит свинец, а шов контактирует с водой. Для горячей воды и отопления это не критично, но питьевую воду через такую трубу я бы не стал пропускать.
В-третьих , Обеспечить полное удаление остатков флюса удается не всегда. А флюс вызывает коррозию и может проесть медную трубу.
Поэтому в последнее время я медные трубопроводы клею. Я применяю цианакрилат (суперклей) (его вариант с добавками для склеивания металла) или поксипол в зависимости от настроения. Цианакрилат держит очень хорошо, но схватывается за одну секунду, так что клеить им тяжело. Поксипол держит чуть-чуть похуже, зато у Вас есть 5 минут на взаимное позиционирование трубы и фитинга.
Используются фитинги для пайки. Фитинг изнутри и труба снаружи зачищаются наждачной бумагой. Нужно постараться, чтобы на трубе и фитинге остались небольшие бороздки от наждачной бумаги поперек трубы. Это повысит прочность соединения. Далее детали обезжириваются ацетоном. Клей наносится тонким слоем и на конец трубы, и на внутреннюю поверхность фитинга, куда труба вставляется. Поксипол перед нанесением надо приготовить: смешать два компонента согласно инструкции.Клея нужно наносить немного, но равномерным слоем. Он не должен сильно выдавиться из щели. Лучше сначала потренироваться на столе с обрезком трубы. Теперь вставляем трубу в фитинг, немного поворачиваем туда-сюда, чтобы клей распределился равномерно, и ждем, пока клей встанет.
Соединение получается удивительно прочным и аккуратным. Я уже несколько лет применяю эту технологию с отличным результатом.
Мои коллеги сетуют, что такое соединение неразборное. Но это неправда. Оно разборное в той же степени, что и пайка. Достаточно слить воду, нагреть фитинг горелкой для пайки. Поксипол или цианакрилат расплавятся, и соединение с небольшим усилием разберется. Детали можно остудить, очистить от остатков клея, обезжирить и снова склеить. Спаять детали с остатками припоя после разборки тоже можно, но сложнее.
При разборке будьте очень осторожны. При нагреве выделяются пары цианакрилата, которые очень ядовиты. Это еще один аргумент в пользу поксипола.
Кстати, в продаже есть специальный двухкомпонентный клей для металла. Попробуйте его, он должен держать еще лучше.
Если паяное или клееное соединение немного подтекает (капает - 2 капли в минуту или реже), то разбирать и переделывать не обязательно. В воде всегда содержатся взвешенные примеси. Такое небольшое отверстие быстро забьется этими мелкими частицами. Течь остановится. Можно подставить емкость, чтобы вода не текла на пол и подождать неделю. Течь должна прекратиться. В автономной системе отопления устранить течь еще проще, об этом по ссылке.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые.
Как распределить обязанности в пешем походе....
Советы по организации туристического похода, подбору участников, оптимальному со...
Приготовление супа - пюре из гравилата. Ингредиенты, состав. Диетическ...
Как приготовить суп - пюре из гравилата. Личный опыт. Совет. Подробная инструкци...
Обшивка вагонкой стен и потолка....
Как обшить вагонкой, чтобы выглядело красиво и профессионально. Практический опы...
Ашан (Auchan) - сеть магазинов и гипермаркетов. Отзыв покупателя, преи...
Поговорим об Ашане. Что мне нравится в нем покупать, что я предпочитаю покупать...











