ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ — это электрический нагреватель , работающий при изменении потока магнитной индукции в замкнутом проводящем контуре. Это явление носит название электромагнитной индукции. Хотите знать, как работает индукционный нагреватель? ZAVODRR - это торговый информационный портал, где Вы найдете информацию про нагреватели.

Индукционная катушка способна разогреть любой металл, собираются нагреватели на транзисторах и имеют высокий КПД более 95%, они давно заменили ламповые индукционные нагреватели, у которых КПД не выходил за 60%.
Вихревой индукционный нагреватель для бесконтактного нагрева не имеет потерь на настройку резонансного совпадения рабочих параметров установки с параметрами выходного колебательного контура. Нагреватели вихревого типа собранные на транзисторах умеют отлично анализировать и подстраивать выходную частоту в автоматическом режиме.
Нагреватели для индукционного нагрева металла обладают бесконтактным способом за счет действия вихревого поля. Разные типы нагревателей проникают в металл на определенную глубину от 0,1 до 10 см в зависимости от выбранной частоты:
Индукционные нагреватели металла позволяют обрабатывать детали не только на открытых площадках, но и размещать нагреваемые объекты в изолированных камерах, в которых можно создать любую среду, а также вакуум.

Высокочастотный электрический индукционный нагреватель с каждым днем обретает новые способы применения. Нагреватель работает на переменном электрическом токе. Чаще всего индукционные электронагреватели применяются для доведения металлов до необходимых температур при следующих операциях: ковка, пайка, сварка, гибка, закалка и т.п. Электрические индукционные нагреватели, работают на высокой частоте 30-100 кГц и используются для нагрева различных типов сред и теплоносителей.
Электрический нагреватель применяется во многих областях:
Когда требуется более глубокий прогрев, применяют индукционные нагреватели среднечастотного типа, работающие средних частотах от 1 до 20 кГц. Компактный индуктор для всех типов нагревателей бывает самой разной формы, которая подбирается так, чтобы обеспечить равномерный нагрев образцов самой разнообразной формы, при этом можно осуществить и заданный локальный нагрев. Среднечастотный тип обработает материалы для ковки и закалки, а так же сквозного нагрева под штамповку.
Легкие в управлении, с КПД до 100%, индукционные среднечастотные нагреватели, применяются для большого круга технологий в металлургии (также и для плавки различных металлов), машиностроении, приборостроении и других областях.
Самая широкая область применения у индукционных нагревателей высокочастотного типа. Нагреватели характеризуются высокой частотой 30-100 кГц и широким диапазоном мощностей 15-160 кВт. Высокочастотный тип обеспечивают небольшой по глубине нагрев, однако этого достаточно, чтобы улучшить химические свойства металла.
Высокочастотные индукционные нагреватели легки в управлении и экономичны, и при этом их КПД может достигать 95%. Все типы работают непрерывно продолжительное время, а двухблочный вариант (когда трансформатор высокой частоты вынесен в отдельный блок) допускает круглосуточную работу. Нагреватель имеет 28 типов защит, каждая из которых отвечает за свою функцию. Пример: контроль напора воды в системе охлаждения.
Индукционные нагреватели сверхвысокочастотного типа работают на сверх частоте (100-1,5 МГц), и проникают на глубину прогрева (до 1 мм). Сверхвысокочастотный тип незаменим для обработки тонких, мелких, с малым диаметром деталей. Использование таких нагревателей позволяет избежать сопутствующих нагреву нежелательных деформаций.
Сверхвысокочастотные индукционные нагреватели на JGBT-модулях и MOSFET-транзисторах имеют пределы мощности — 3,5-500 кВт. Применяются в электронике, в производстве высокоточных инструментов, часов, ювелирных изделий, для производства проволоки и для других целей, предусматривающих особую точность и филигранность.
Основное назначение индукционных нагревателей кузнечного типа (ИКН) — подогрев деталей или их частей, предшествующий последующей ковке. Заготовки могут быть самого разного типа, сплава и формы. Индукционные кузнечные нагреватели позволяют обрабатывать цилиндрические заготовки любым диаметром в автоматическом режиме:
Индукционные нагреватели для закалки валов работают совместно с закалочным комплексом. Обрабатываемая деталь находится в вертикальном положении и вращается внутри неподвижного индуктора. Нагреватель позволяет использовать все типы валов для последовательного локального нагрева, глубина закалки может составлять доли миллиметров по глубине.
В результате индукционного нагрева вала по всей длине с мгновенным охлаждением, многократно повышается его прочность и стойкость.
Все типы труб можно обрабатывать индукционными нагревателями. Нагреватель для труб может быть с воздушным или водяным типом охлаждения, мощностью от 10-250 кВт, со следующими параметрами:
Каждый вариант термообработки применяется для улучшения качества любых стальных труб.
Один из важнейших параметров работы индукционных нагревателей — температура. Для более тщательного контроля за ней, помимо встроенных датчиков, часто применяются инфракрасные пирометры. Эти оптические приборы позволяют быстро и без труда определить температуру труднодоступных (из-за высокого нагрева, вероятности воздействия электричества и т.п.) поверхностей.
Если подсоединить пирометр к индукционному нагревателю, можно не только отслеживать температурный режим, но и автоматически поддерживать температуру нагрева в течение заданного времени.
В индукторе во время работы образуется магнитное поле, в которое помещается деталь. В зависимости от поставленной задачи (глубина нагрева) и детали (состав) выбирается частота, она может быть от 0.5 до 700 кГц.
Принцип работы нагревателя по законам физики гласит: при нахождении проводника в переменном электромагнитном поле, в нем образуется ЭДС (электродвижущая сила). График амплитуды показывает, что она движется пропорционально изменения скорости магнитного потока. Благодаря этому в контуре образуются вихревые токи, величина которых зависит от сопротивления (материала) проводника. По закону Джоуля-Ленца ток приводит к нагреву проводника, у которого имеется сопротивление.
Принцип действия всех типов индукционных нагревателей похож на трансформатор. Токопроводящая заготовка, которая располагается в индукторе, подобна трансформатору (без магнитопровода). Первичная обмотка - это индуктор, вторичная индуктивность детали, а нагрузка это сопротивление металла. При ТВЧ нагреве образуется «скин-эффект», вихревые токи которые образуются внутри заготовки, вытесняют основной ток на поверхность проводника, ведь нагрев металла на поверхности сильнее, чем внутри.


Индукционный нагреватель обладает несомненными преимуществами и является лидером среди всех типов приборов. Это преимущество складывается в следующим:


Ремонт индукционных нагревателей производится из запасных частей с нашего склада. На данный момент можем отремонтировать все типы нагревателей. Индукционные нагреватели достаточно надежны, если строго следовать инструкциям по эксплуатации и не допускать запредельных режимов работы — в первую очередь следить за температурой и правильным водяным охлаждением.
Тонкости эксплуатации всех типов индукционных нагревателей зачастую не полностью публикуются в документации производителей, их ремонтом должны заниматься квалифицированные специалисты, хорошо знакомые с подробным принципом работы подобной аппаратуры.


Вы можете ознакомиться с видео работы среднечастотного индукционного нагревателя.. Средняя частота используется для глубокого проникновения во все типы металлических изделий. Среднечастотный нагреватель - это надежное и современное оборудование, которое работает круглые сутки на благо вашего предприятия.
Уникальность человека заключается в том, что он все время изобретает приборы и механизмы, которые в значительной степени облегчают труд в той или иной сфере трудовой или жизненной деятельности.
Для этого, как правило, применяются новейшие разработки в области науки.
Исключением не стал и индукционный нагрев. В последнее время принцип индукции получил широкое применение во многих сферах, к которым можно смело отнести:
На сегодняшний день существует великое множество индукционных установок промышленного типа. Но это отнюдь не означает, что конструкция таких приборов очень сильно замысловатая.
Простейший индукционный нагреватель вполне возможно изготовить для бытовых нужд своими руками. В этой статье подробно поговорим об индукционном нагревателе, а также о различных способах его изготовления своими руками.
 Индукционные агрегаты для нагрева, которые конструируются своими руками, как правило, принято разделять на два основных вида:
Индукционные агрегаты для нагрева, которые конструируются своими руками, как правило, принято разделять на два основных вида:
Вихревой индукционный нагреватель (ВИН) состоит из следующих конструктивных компонентов:
Принцип функционирования ВИН заключается в следующих этапах:
Замечание специалиста: так как индукционная катушка считается самым важным элементом нагревателя этого вида, то к ее изготовлению нужно подойти достаточно щепетильно: медная проволока должна аккуратными витками наматываться на пластиковую трубу. Количество витков должно быть не менее 100.
Как видно из описания, конструкция ВИН достаточно не сложная, поэтому вихревой нагреватель смело можно сделать своими руками.
Первый вариант.
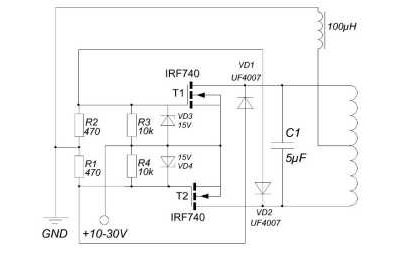 Электронная схема нагревателя. (Для увеличения нажмите) Достаточно простой и, в то же время, мощный индукционный нагреватель можно сконструировать на основе печатной платы, схема которой показана на рисунке.
Электронная схема нагревателя. (Для увеличения нажмите) Достаточно простой и, в то же время, мощный индукционный нагреватель можно сконструировать на основе печатной платы, схема которой показана на рисунке.
Особенностями этой схемы являются следующие важные моменты:
Совет специалиста: так как индуктором будет выделяться сильное тепло, то, во избежание поломок, рекомендуется устанавливать транзисторы на специальные радиаторы.
Второй вариант.

 Этот способ устройства индукционного нагревателя основан на применении электронного трансформатора.
Этот способ устройства индукционного нагревателя основан на применении электронного трансформатора.
Суть его заключается в следующем:
Таким образом, мы указали все возможные способы сборки индукционного нагревателя с применением электронных деталей. Надеемся, что наши советы и рекомендации станут для вас весьма познавательной информацией.
Смотрите видео, в котором опытный пользователь объясняет один из вариантов изготовления индукционного нагревателя своими руками:
Большой популярностью пользуются электрические нагреватели, которые одновременно полностью безопасны в эксплуатации, функциональны и эффективны. Изготовленный своими руками индукционный нагреватель может использоваться для подогрева воды или стать основой всей системы отопления в частном доме. Нужно лишь подобрать качественную схему изготовления, что и позволит сделать надежное и универсальное в использовании оборудование.
Подобный нагреватель – эффективное средство для подогрева
Принцип работы индукционных нагревателей основывается на выделении тепла металлами при пропускании через них тока. При подаче напряжения на токопроводящий контур образуется магнитное поле и индукционный ток, который выделяет большое количество тепла. Сегодня на основе этой технологии изготавливаются различные электрические нагреватели, которые одновременно сочетают компактные размеры и отличаются великолепной мощностью. Благодаря простоте конструкции таких установок изготовить их самостоятельно не составит труда.
 Одним из плюсов данного нагревателя является почти 100% КПД
Одним из плюсов данного нагревателя является почти 100% КПД К преимуществам индукционного нагрева можно отнести следующее:
В быту технологии индукционного нагрева реализованы в кухонных плитах и полностью автоматизированных котлах отопления. Такие установки пользуются популярностью на отечественном рынке, что объясняется их простотой обслуживания, надежностью конструкции, эффективностью и универсальностью использования.
Схема устройства индукционного нагревателя настолько проста, что собрать ее своими руками не составит труда. Потребуется лишь минимальный опыт чтения схем и возможность работы с паяльником или аналогичным оборудованием. Можно изготовить как простейшим варианты отопителей для нагрева воздуха в помещении, так и сделать полноценный котел для загородного дома.
В этом видео вы узнаете, как сделать простой индукционный нагреватель
Технология индукционного нагрева отличается эффективностью и простотой схемы своего исполнения. На сегодняшний день распространение получили два типа индукции:
При изготовлении самодельных обогревателей используются вихревые разновидности индукции, что объясняется простотой их реализации и великолепной эффективностью. Принцип работы такого оборудования основывается на передаче энергии теплоносителю от магнитного поля. Мощное излучение формируется в металлическом токопроводящем индукторе. Когда электроток проходит через металлическую катушку, он создает мощные вихревые потоки, с их последующим трансформацией в тепловую энергию.
Теплообменник такого котла может выполняться в виде обычной колонны , в которую снизу под давлением поступает вода, а по всей высоте осуществляется ее индукционный нагрев. Нагретый теплоноситель выходит из котла через верхний патрубок и направляется в замкнутый контур системы отопления. Постоянная циркуляция воды в котле предупреждает перегрев элементов, что обеспечивает максимально возможную безопасность использования такого оборудования.
Образование накипи предупреждается за счёт легкой вибрации теплоносителя при его прохождении через теплообменник, что исключает появление кальциевых отложений, а домовладельца избавляет от необходимости какой-либо очистки и другого сервиса индукционного оборудования.
Индукционное отопление еще не столь популярно, как газовые и твердотопливные котлы. Подобное можно объяснить высокой стоимостью таких систем обогрева частных домов. Для бытового использования котёл, построенный на технологии индукции, обойдется в 30 000 рублей и выше. Поэтому неудивительно, что многие домовладельцы отказываются от покупки заводской техники и изготавливают ее самостоятельно. При наличии соответствующей схемы, недорогих комплектующих и умения читать техническую документацию можно буквально за несколько часов выполнить эффективный и полностью безопасный нагреватель на индукции для отопительного котла.
Выполнить качественные нагревательные индукционные элементы можно на базе трансформатора с первичной и вторичной обмоткой. Необходимые для работы такого оборудования вихревые токи формируются в первичной обмотке и создают индукционное поле. Мощное электромагнитное поле воздействует на вторичную обмотку, которая является, по сути, индукционным нагревателем и испускает большое количество тепла, используемого для обогрева теплоносителя.
Конструкция самодельного индукционного нагревателя на базе трансформатора будет включать следующие элементы:
Сердечник выполняется в виде двух ферромагнитных трубок с различным диаметром. Они ввариваются друг в друга, после чего выполняется тороидальная обмотка из прочного медного провода. Делается не менее 85 витков с обязательным выдерживаем равного расстояния между ними. При пропускании электричества через сердечник и обмотку в замкнутом контуре создаются вихревые потоки, которые нагревают сердечник и вторичную обмотку. В последующем полученное тепло используется для нагрева теплоносителя.
В схеме индуктора своими руками с использованием высокочастотного инвертора основными элементами является генератор переменного тока, нагревательные элементы и индукторы. Генератор будет необходим для преобразования стандартного напряжения с частотой в 50 Герц в высокочастотный электроток. После модулирования ток подается в катушку индуктора, имеющую цилиндрическую форму. Обмотка катушки выполняется из медной проволоки, что позволяет генерировать магнитное переменное поле, создающее нужные вихревые токи, за счёт появления которых происходит нагрев металлического корпуса водяной рубахи. Полученное тепло передаётся теплоносителю.
Выполнить качественный нагреватель на базе высокочастотного сварочного инвертора не составит труда. Необходимо лишь позаботиться о качественной и надежной теплоизоляции, что позволит обеспечить максимально высокие показатели КПД. В противном случае при отсутствии надежной теплоизоляции эффективность системы отопления существенно снижается, что приводит к значительному расходу электроэнергии на работу оборудования.
 Есть как минимум 3 основных элемента, которые должны быть в рабочем состоянии в нагревателе
Есть как минимум 3 основных элемента, которые должны быть в рабочем состоянии в нагревателе Изготовить простейший индукционный нагреватель металла своими руками не составит особого труда. Для такой работы потребуются следующие инструменты:
Для изготовления катушки, которая используется для излучения переменного магнитного поля, потребуется подготовить отрезок медной трубки с длиной 800 миллиметров и диаметром 8 миллиметров.
Из используемых компонентов самыми дорогими являются мощные силовые транзисторы, которых необходимо установить по меньшей мере два. Для такой работы подойдут IRFP 150, IRFP260 или IRFP460.
Изготовить колебательный контур водонагревателя можно при помощи керамических конденсаторов напряжением в 1600 Вольт и ёмкостью 0,1 mF. Для образования в катушке переменного тока с высокой мощностью потребуется использовать не менее 7 таких конденсаторов на 12 В.
В процессе работы полевые транзисторы могут сильно нагреваться. Без использования качественных алюминиевых радиаторов они расплавятся буквально через несколько секунд после подачи напряжения на трансформатор. Теплоотводы и радиаторы ставят на транзисторы через термопасту, в противном случае эффективность охлаждения будет не слишком высока.
Диоды для индукционных вин нагревателей используют ультрабыстрого действия. Лучше всего для такой схемы подходят модели HER 307, UF 4700, MUR 460.
Также потребуется приобрести два резистора емкостью 10 кОм и мощностью приблизительно 0,25 Вт, один резистор мощностью 2 Ватт ёмкостью 440 Ом. Понадобится использовать два стабилитрона с напряжением в 15 Вольт. Оптимальная их мощность - не меньше 2 Ватт. К силовым проводам, которые подводят напряжение к катушке, устанавливают стандартный дроссель.
Электроснабжение нагревателя выполняется за счет блока питания с напряжением 12-40 Вольт и мощностью не более 500 Вт. Можно использовать автомобильные аккумуляторы или блок питания от старого компьютера.
Из медной трубы по имеющемуся шаблону выполняется спираль с диаметром около 4 сантиметров. Она должна иметь не менее 7 витков, которые не соприкасаются друг с другом. На конце второй трубки приваривают ферромагнитные крепежные кольца, которые потребуются для подключения транзисторов к радиатору.
Печатную плату изготавливают по схеме, которая позволяет реализовать преобразование стандартного тока в мощный и высокочастотный. При больших амплитудах напряжения изготовленный самостоятельно нагреватель будет стабильно работать, потребляя минимум электроэнергии и обеспечивая качественный нагрев. Конденсаторы устанавливаются на печатной плате параллельно, образуя с катушкой колебательный контур.
Выполняется пробный запуск, во время которого следят за отсутствием коротких замыканий у обмоток пружины. При наличии замыканий и соприкосновения витков катушки друг с другом транзисторы моментально выйдут из строя, а изготовленный своими руками индукторный нагреватель потребует дорогостоящего ремонта.
Внутри индукционной катушки можно установить через изоляцию корпус теплообменника, внутри которого будет циркулировать нагреваемая жидкость. Благодаря высокой эффективности технология индукционного нагрева даже при минимальном расходе электричества обеспечивает выделение большого количества тепловой энергии, что позволяет качественно обогревать помещение.
Теплообменник изготавливают из трубы с диаметром в 20 миллиметров, которая сделана из нержавеющей стали. На такую трубу нанизывают одну или несколько индукционных спиралей, при этом металлические элементы не должны соприкасаться с витками улитки, которая находится под напряжением. При показателях мощности в 2 кВт эффективности такого прибора будет достаточно для обеспечения проточного нагрева жидкости с ее последующим использованием в технических целях или для обогрева помещения.
Индукционные нагреватели - это перспективная технология, которая сегодня активно используется при изготовлении котлов автономного обогрева. Простота схемы реализации таких электроприборов позволяет выполнять их самостоятельно. Сделав такой индуктивный нагреватель своими руками, можно сэкономить на покупке дорогостоящей техники, при этом по своему функционалу самодельные приборы не будут уступать дорогостоящим заводским моделям отопителей.
Когда перед человеком встает необходимость нагреть металлический объект, ему на ум обязательно приходит огонь. Огонь – старомодный, неэффективный и медленный способ нагреть металл. Он тратит львиную долю энергии на тепло, и от огня всегда идет дым. Как было бы здорово, если бы всех этих проблем можно было избежать.

Сегодня я покажу вам как собрать индукционный нагреватель своими руками с ZVS-драйвером. Это приспособление нагревает большинство металлов с помощью ZVS-драйвера и силы электромагнетизма. Такой нагреватель высокоэффективен, не производит дыма, а нагрев таких небольших металлических изделий, как, допустим, скрепка — вопрос нескольких секунд. Видео демонстрирует нагреватель в действии, но инструкция там представлена другая.




Многие из вас сейчас задаются вопросом – что такое этот ZVS-драйвер? Это высокоэффективный трансформатор, способный создавать мощное электромагнитное поле, нагревающее металл, основа нашего нагревателя.
Чтобы стало понятно, как работает наш прибор, я расскажу о ключевых моментах. Первый важный момент — источник питания 24 В. Напряжение должно быть 24В при максимальной силе тока 10А. У меня будут два свинцово-кислотных аккумулятора, соединенных последовательно. Они запитывают плату ZVS-драйвера. Трансформатор дает установившийся ток на спираль, внутрь которой помещается объект, который надо нагреть. Постоянное изменение направления тока создает переменное магнитное поле. Оно создает внутри металла вихревые токи, преимущественно высокой частоты. Из-за этих токов и низкого сопротивления металла выделяется тепло. Согласно закону Ома, сила тока, трансформируемая в тепло, в цепи с активным сопротивлением, будет P=I^2*R.
Очень важен металл, из которого состоит объект, который вы хотите нагреть. У сплавов на основе железа более высокая магнитная проницаемость, они могут использовать больше энергии магнитного поля. Из-за этого они быстрее нагреваются. Алюминий имеет низкую магнитную проницаемость и нагревается, соответственно, дольше. А предметы с высоким сопротивлением и низкой магнитной проницаемостью, например, палец, вообще не нагреются. Сопротивление материала очень важно. Чем выше сопротивление, тем слабее ток пройдет по материалу, и тем, соответственно, меньше выделится тепла. Чем ниже сопротивление, тем сильнее будет ток, и согласно закону Ома, меньше потеря напряжения. Это немного сложно, но из-за связи между сопротивлением и выдачей мощности, максимальная выдача мощности достигается, когда сопротивление равно 0.
Трансформатор ZVS самая сложная часть прибора, я объясню, как он работает. Когда ток включен, он идет через два индукционных дросселя к обоим концам спирали. Дроссели нужны, чтобы убедиться, что устройство не выдаст слишком сильный ток. Далее ток идет через 2 резистора 470 Ом на затворы МДП-транзисторов.
Из-за того, что идеальных компонентов не существует, один транзистор будет включаться раньше, чем другой. Когда это происходит, он принимает на себя весь входящий ток со второго транзистора. Он также будет коротить второй на землю. Из-за этого не только ток потечет через катушку в землю, но и через быстрый диод будет разряжаться затвор второго транзистора, тем самым блокируя его. Из-за того, что параллельно катушке подключен конденсатор, создается колебательный контур. Из-за возникшего резонанса, ток поменяет свое направление, напряжение упадет до 0В. В этот момент затвор первого транзистора разряжается через диод на затвор второго транзистора, блокируя его. Этот цикл повторяется тысячи раз за секунду.
Резистор 10К призван уменьшить избыточный заряд затвора транзистора, действуя как конденсатор, а зенеровский диод должен сохранять напряжение на затворах транзисторов 12В или ниже, чтобы они не взорвались. Этот трансформатор высокочастотный преобразователь напряжения позволяет нагреваться металлическим объектам.
Пришло время собрать нагреватель.


Для сборки нагревателя материалов нужно немного, и большую их часть, к счастью, можно найти бесплатно. Если вы видели где-то валяющуюся просто так электронно-лучевую трубку, сходите и заберите ее. В ней есть большая часть нужных для нагревателя деталей. Если вы хотите более качественных деталей, купите их в магазине электрозапчастей.
Вам понадобятся:

Для этого проекта вам понадобятся:

В этом приборе транзисторы выключаются при напряжении 0 В, и нагреваются не очень сильно. Но если вы хотите, чтобы нагреватель работал дольше одной минуты, вам нужно отводить тепло от транзисторов. Я сделал обоим транзисторам один общий поглотитель тепла. Убедитесь, что металлические затворы не касаются поглотителя, иначе МДП-транзисторы закоротит и они взорвутся. Я использовал компьютерный теплоотвод, и на нем уже была полоса силиконового герметика. Чтобы проверить изоляцию, коснитесь мультиметром средней ножки каждого МДП-транзистора (затвора), если мультиметр запищал, то транзисторы не изолированы.

Конденсаторы очень сильно нагреваются из-за тока, постоянно проходящего через них. Нашему нагревателю нужна емкость конденсатора 0,47 мкФ. Поэтому нам нужно объединить все конденсаторы в блок, таким образом, мы получим требуемую емкость, а площадь рассеивания тепла увеличится. Номинальное напряжение конденсаторов должно быть выше 400 В, чтобы учесть пики индуктивного напряжения в резонансном контуре. Я сделал два кольца из медной проволоки, к которым припаял 10 конденсаторов 0,047 мкФ параллельно друг другу. Таким образом, я получил конденсаторную батарею совокупной емкостью 0,47 мкФ с отличным воздушным охлаждением. Я установлю ее параллельно рабочей спирали.



Это та часть прибора, в которой создается магнитное поле. Спираль сделана из медной проволоки – очень важно, чтобы была использована именно медь. Сначала я использовал для нагревания стальную спираль, и прибор работал не очень хорошо. Без рабочей нагрузки он потреблял 14 А! Для сравнения, после замены спирали на медную, прибор стал потреблять только 3 А. Я думаю, что в стальной спирали возникали вихревые токи из-за содержания железа, и она тоже подвергалась индукционному нагреву. Не уверен, что причина именно в этом, но это объяснение кажется мне наиболее логичным.
Для спирали возьмите медную проволоку большого сечения и сделайте 9 витков на отрезке ПВХ-трубы.





Я сделал очень много проб и совершил много ошибок, пока правильно собрал цепь. Больше всего трудностей было с источником питания и со спиралью. Я взял 55А 12В импульсный блок питания. Я думаю, этот блок питания дал слишком высокий начальный ток на ZVS-драйвер, из-за чего взорвались МДП-транзисторы. Возможно, это исправили бы дополнительные индукторы, но я решил просто заменить блок питания на свинцово-кислотные аккумуляторы.
Потом я мучился с катушкой. Как я уже говорил, стальная катушка не подходила. Из-за высокого потребления тока стальной спиралью взорвались еще несколько транзисторов. В общей сложности у меня взорвались 6 транзисторов. Что ж, на ошибках учатся.
Я переделывал нагреватель множество раз, но здесь я расскажу, как собрал его самую удачную версию.





Чтобы собрать ZVS-драйвер, вам нужно следовать приложенной схеме. Сначала я взял зенеровский диод и соединил с 10К резистором. Эту пару деталей можно сразу припаять между стоком и истоком МДП-транзистора. Убедитесь, что зенеровский диод смотрит на сток. Потом припаяйте МДП-транзисторы к макетной плате с контактными отверстиями. На нижней стороне макетной платы припаяйте два быстрых диода между затвором и стоком каждого из транзисторов.
Убедитесь, что белая линия смотрит на затвор (рис.2). Затем соедините плюс от вашего блока питания со стоками обоих транзисторов через 2 220 Ом резистора. Заземлите оба истока. Припаяйте рабочую спираль и конденсаторную батарею параллельно друг другу, затем припаяйте каждый из концов к разным затворам. Наконец, подведите ток к затворам транзисторов через 2 50 мкгн дросселя. У них может быть тороидальный сердечник с 10 витками проволоки. Теперь ваша схема готова к использованию.

Чтобы все части вашего индукционного нагревателя держались вместе, им нужно основание. Я взял для этого деревянный брусок 5*10 см. плата с электросхемой, конденсаторная батарея и рабочая спираль были приклеены на термоклей. Мне кажется, агрегат выглядит круто.





Чтобы ваш нагреватель включился, просто подсоедините его к источнику питания. Потом поместите предмет, который вам нужно нагреть, в середину рабочей спирали. Он должен начать нагреваться. Мой нагреватель раскалил скрепку до красного свечения за 10 секунд. Предметы крупнее, как гвозди, нагревались примерно за 30 секунд. В процессе нагревания потребление тока выросло приблизительно на 2 А. Этот нагреватель можно использовать не только для развлечения.
После использования прибора не образуется сажи или дыма, он воздействует даже на изолированные металлические объекты, например, газопоглотители в вакуумных трубках. Также прибор безопасен для человека – с пальцем ничего не случится, если поместить его в центр рабочей спирали. Однако, можно обжечься о предмет, который был нагрет.
Спасибо за чтение!
Индукционный нагрев (Induction Heating) - метод бесконтактного нагрева токами высокой частоты (англ. RFH - radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода.
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием - этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева - эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал - металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе - так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы - это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования - циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Современные твч-генераторы - это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
А) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания - заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается - это может привести к "разносу" генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка - дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности - схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот - напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».











